Измерение и контроль тока при точечной и шовной сварке
Оценка тока, как параметра процесса, должна содержать сведения, достаточные для характеристики и воспроизведения процесса. Однако в ней не должно быть подробностей, не влияющих на результат. Форма оценки тока должна обобщать результаты измерения, чтобы полученные сведения можно было распространить на большинство частных случаев точечной и роликовой сварки. Зафиксировав ток однофазной машины и помощью осциллографирования, нельзя еще сказать, какой величины должен быть он при сварке тех же деталей не низкочастотной или конденсаторной машине, хотя сведений о токе на осциллограмме больше, чем требуется при воспроизведении процесса.
Дли измерения теплового действия тока в электротехнике применяют среднеквадратичную оценку
![]() .
.
В связи с тем, что тепловые процессы
инерционны, в большинстве случаев безразлично, как выделяется тепло в каждый
момент времени. Если постоянная времени теплового процесса большая, то
выделяющееся тепло накапливается (интегрируется). В соответствии с законом Ленца-Джоуля
количество тепла пропорционально квадратичному значению тока. Если масса тела,
по которому протекает ток, велика, а величина тока ограничена некоторым
пределом, то можно считать, что за малое время ![]() температура
тела повышается незначительно, а следовательно, сопротивление проводника
практически остается неизменным. При этих условиях формула имеет следующую
интерпретацию: произвольно изменяющийся в некоторых пределах ток
температура
тела повышается незначительно, а следовательно, сопротивление проводника
практически остается неизменным. При этих условиях формула имеет следующую
интерпретацию: произвольно изменяющийся в некоторых пределах ток ![]() , протекая по
проводнику неизменного сопротивления, оказывает такое же тепловое действие, как
и некоторый постоянный ток, численно равный
, протекая по
проводнику неизменного сопротивления, оказывает такое же тепловое действие, как
и некоторый постоянный ток, численно равный ![]() , который протекает по тому же
проводнику неизменного сопротивления в течение того же времени
, который протекает по тому же
проводнику неизменного сопротивления в течение того же времени ![]() .
.
Контактная сварка отличается тем, что постоянная времени теплового процесса соизмерима со временем действия сварочного тока. Под действием тока в зависимости от его величины электрическое сопротивление зоны сварки существенно изменяется, причем свойства зоны изменяются необратимо, одной и той же температуре до нагрева и после нагрева соответствуют разные значения сопротивления. В ряде случаев оценка сварочного тока по действующему значению бессмысленна, так как не несет достаточной информации о характере процесса.
На рис. 1 показаны два цикла сварки. В
обоих случаях в каждый момент времени величины тока ![]() и
и ![]() , а также продолжительности действия
этих токов
, а также продолжительности действия
этих токов ![]() и
и ![]() равны. Току
равны. Току ![]() предшествует подогревающим ток
предшествует подогревающим ток ![]() , равный в среднем
, равный в среднем ![]() и отдаленный во времени от тока
и отдаленный во времени от тока ![]() паузой, численно равной
паузой, численно равной ![]() . Очевидно, что за время цикла
действующее значение тока в случае б больше, чем в случае а.
Несмотря на это раз меры расплавленной зоны имеют противоположное соотношение.
Там же показан характер изменения сопротивления зоны сварки под действием токов
. Очевидно, что за время цикла
действующее значение тока в случае б больше, чем в случае а.
Несмотря на это раз меры расплавленной зоны имеют противоположное соотношение.
Там же показан характер изменения сопротивления зоны сварки под действием токов
![]() и
и ![]() приведены параметры и результаты
сварки. Эксперимент проводили на машине с большим сопротивлением вторичного
контура, чтобы устранить самопроизвольные изменения тока из-за
«саморегулирования» машины.
приведены параметры и результаты
сварки. Эксперимент проводили на машине с большим сопротивлением вторичного
контура, чтобы устранить самопроизвольные изменения тока из-за
«саморегулирования» машины.
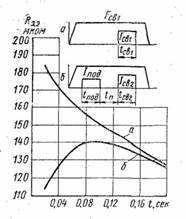
Рис. 1. Влияние предварительного подогревающего импульса
тока на характер изменения сопротивления ![]() (материал Х18Н10Т, толщина 1,5+1,5 мм;
(материал Х18Н10Т, толщина 1,5+1,5 мм; ![]() ;
; ![]() :
:
а — без подогрева; ![]() ;
; ![]() ;
;
б — с подогревом, ![]() ;
; ![]() ;
; ![]() ;
; ![]()
При малой постоянной времени теплового процесса тепловое действие тока из-за необратимых изменений свойств зоны контакта зависит от закона изменения тока.
В связи с тем, что количество тепла,
выделяющееся в зоне сварки, зависит от сопротивления этого участка, исследовали
изменение сопротивления ![]() в процессе сварки. Для этого
использовали электронную схему, формирующую сигнал, пропорциональный
в процессе сварки. Для этого
использовали электронную схему, формирующую сигнал, пропорциональный ![]() в процессе сварки. Схема, работающая в
натуральном масштабе времени, была собрана на базе узлов аналого-вычислительной
машины. Входными параметрами являлись: напряжение, снимаемое с электродов
машины и компенсированное от наводок магнитного поля, и напряжение с датчика,
пропорциональное скорости изменения тока. На рис. 2 Приведена типичная
осциллограмма изменения
в процессе сварки. Схема, работающая в
натуральном масштабе времени, была собрана на базе узлов аналого-вычислительной
машины. Входными параметрами являлись: напряжение, снимаемое с электродов
машины и компенсированное от наводок магнитного поля, и напряжение с датчика,
пропорциональное скорости изменения тока. На рис. 2 Приведена типичная
осциллограмма изменения ![]() .Так как результат от деления на нуль
неопределенный, кривая
.Так как результат от деления на нуль
неопределенный, кривая ![]() имеет нулевое значение на участках, где
ток равен нулю. Изменение
имеет нулевое значение на участках, где
ток равен нулю. Изменение ![]() было исследовано при точечной сварке сталей
08кп, Х18Н10Т, и титанового сплава ВТ15. При изменении параметров процесса
значение
было исследовано при точечной сварке сталей
08кп, Х18Н10Т, и титанового сплава ВТ15. При изменении параметров процесса
значение ![]() также изменялось.
также изменялось.
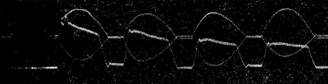
Рис. 2. Изменение сопротивления ![]() при точечной сварке (материал Х18Н10Т,
толщина 0,8+0,8 мм);
при точечной сварке (материал Х18Н10Т,
толщина 0,8+0,8 мм); ![]() — напряжение на электродах;
— напряжение на электродах; ![]() — сварочный ток
— сварочный ток
Действующее значение тока, вычисляемое
по формуле, точно не отражает тепловое действие тока при контактной сварке. Для
того чтобы определить тепловое действие тока, необходимо учитывать изменения ![]() . Принципиально мерой тока можно считать
количество тепла, выделяющееся в зоне сварки. Но для оценки тока необходимо
измерять падение напряжения на электродах
. Принципиально мерой тока можно считать
количество тепла, выделяющееся в зоне сварки. Но для оценки тока необходимо
измерять падение напряжения на электродах ![]() в каждый момент времени, что является
сложной технической задачей. На провода, снимающие потенциал с поверхностей
деталей, действуют мощные магнитные поля. Наведенная э.д.с. соизмерима с
сигналом, несущим информацию. Компенсировать наведенную э.д.с. или отделить от
полезного сигнала не всегда удается. Особенно трудно это сделать при сварке
ферромагнитных металлов, искажающих характер магнитного поля сварочной машины.
в каждый момент времени, что является
сложной технической задачей. На провода, снимающие потенциал с поверхностей
деталей, действуют мощные магнитные поля. Наведенная э.д.с. соизмерима с
сигналом, несущим информацию. Компенсировать наведенную э.д.с. или отделить от
полезного сигнала не всегда удается. Особенно трудно это сделать при сварке
ферромагнитных металлов, искажающих характер магнитного поля сварочной машины.
При отработке режима и выполнении
процесса его параметры всегда фиксируются, что позволяет не делать измерений ![]() . Учитывая, что в большинстве случаем
характер изменения тока известен (экспоненциальный или синусоидальный), для
фиксирования режима достаточно измерить основные параметры импульса тока,
амплитуду
. Учитывая, что в большинстве случаем
характер изменения тока известен (экспоненциальный или синусоидальный), для
фиксирования режима достаточно измерить основные параметры импульса тока,
амплитуду ![]() , продолжительность его действия
, продолжительность его действия ![]() время нарастания
время нарастания ![]() тока от нуля до значения
тока от нуля до значения ![]() и время его спада
и время его спада ![]() . Подобная система измерений удобна
также для составления технического задания на проектирование нового
оборудования. При электротехническом расчете машины переход от заданного
амплитудного значения тока к другим формам оценки не встречает затруднений.
. Подобная система измерений удобна
также для составления технического задания на проектирование нового
оборудования. При электротехническом расчете машины переход от заданного
амплитудного значения тока к другим формам оценки не встречает затруднений.
Значительные трудности при реализации
этого метода возникают при измерении тока однофазных машин, так как ток состоит
из группы разнополярных импульсов, следующих один за другим с некоторым
разрывом во времени. Пауза между импульсами зависит от угла включения
управляемых вентилей системы управления током. Как показывает опыт, на каждой
машине почти всегда можно найти два тока, дающих одинаковый результат при
сварке, но значительно отличающихся один от другого углами включения вентилей
(рис. 3). Это свидетельствует о том, что постоянная времени теплового процесса
достаточно большая, и изменение сопротивления ![]() в течение каждого отдельного полупериода
тока, практически не зависит от угла включения вентилей. В среднем за полупериод
в течение каждого отдельного полупериода
тока, практически не зависит от угла включения вентилей. В среднем за полупериод
![]() изменяется идентично. Следовательно,
полупериоды тока строго в порядке их следования можно сравнивать по тепловому
действию, т.е. для каждого полупериодов токов
изменяется идентично. Следовательно,
полупериоды тока строго в порядке их следования можно сравнивать по тепловому
действию, т.е. для каждого полупериодов токов ![]() и
и ![]() будет справедливым численное соответствие
будет справедливым численное соответствие
![]() ,
,
где
![]() - время;
- время; ![]() - длительность
периода тока (0,02 сек);
- длительность
периода тока (0,02 сек); ![]() - порядковый номер полупериода,
- порядковый номер полупериода, ![]() число полупериодов тока.
число полупериодов тока.
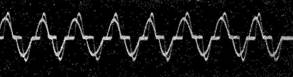
Рис. 3. Осциллограммы токов, равных по действующему значению (материал сталь 08кп, толщина 1+1 мм)
Рассматривая общий случай, можно
модулированный сварочный ток, состоящий из многих импульсов, предъявить и в виде
единичного монополярного импульса (рис. 4). Для этого заменим каждый импульс
тока ![]() пределах полупериода постоянным током
пределах полупериода постоянным током ![]() , соответствующим измеряемому, по
действующему значению. Полученная ломаная линия близка к одиночному монополярному
импульсу
, соответствующим измеряемому, по
действующему значению. Полученная ломаная линия близка к одиночному монополярному
импульсу ![]() .
.
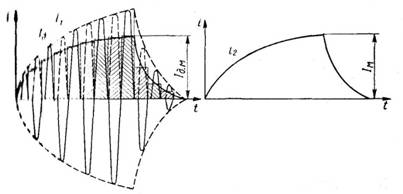
Рис. 4. Сравнение модулированного сварочного тока, состоящего из многих импульсов, и одиночного монополярного импульса
В связи с тем, что в течение интервала
времени ![]() измерение
измерение ![]() уже существенно, необходимо как и ранее
измерить все основные параметры импульса, продолжительность его действия,
нарастания и спада, а также действующее значение тока
уже существенно, необходимо как и ранее
измерить все основные параметры импульса, продолжительность его действия,
нарастания и спада, а также действующее значение тока ![]() наибольшего полупериода, что эквивалентно
измерению амплитуды
наибольшего полупериода, что эквивалентно
измерению амплитуды ![]() при непрерывном токе, например
при непрерывном токе, например ![]() . Имеет смысл численно сравнивать токи
лишь в том случае, если продолжительность их действия одинакова. Например, на
рис. 5 приведены осциллограммы токов, у которых равны амплитуда непрерывного
импульса и действующее значение в наибольшем полупериоде переменного тока,
продолжительность действия, нарастания и спада. Токи идентичны как параметры
процесса. При сварке металлов плохо проводящих тепло, например, стали Х18Н10Т,
понижение температуры в течение паузы между полупериодами мало, поэтому да ж и
при коротких временах (0,04 сек) ток можно сравнивать по действующему значению
соответствующих во времени полупериодов (рис. 6).
. Имеет смысл численно сравнивать токи
лишь в том случае, если продолжительность их действия одинакова. Например, на
рис. 5 приведены осциллограммы токов, у которых равны амплитуда непрерывного
импульса и действующее значение в наибольшем полупериоде переменного тока,
продолжительность действия, нарастания и спада. Токи идентичны как параметры
процесса. При сварке металлов плохо проводящих тепло, например, стали Х18Н10Т,
понижение температуры в течение паузы между полупериодами мало, поэтому да ж и
при коротких временах (0,04 сек) ток можно сравнивать по действующему значению
соответствующих во времени полупериодов (рис. 6).
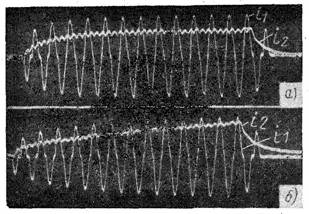
Рис. 5. Сварочные токи однофазной и низкочастотной машин, обеспечившие одинаковые размеры литой зоны:
а — сплав Х18Н10Т, толщина 2+2 мм, ![]() ,
, ![]() ;
;
б — сплав ВТ15, толщина 2+2 мм, ![]() ,
, ![]()
На рис. 7 представлены осциллограммы
сигналом, пропорциональных количеству тепла, выделяющегося на участке
электрод—электрод, сопротивлению этого участка и токам, равным по действующему
значению, но, имеющих разные углы включения. Для вычислений использовали узлы
аналого-вычислительной машины, работающие в натуральном масштабе времени. Как
свидетельствуют осциллограммы, несмотря на достаточно большое различие в углах
включения и малое время действия токов, их равенство по действующему значению в
каждом полупериоде обеспечивает одинаковое количество выделяющегося тепла, и
одинаковые размеры литой зоны сварного соединении. Значения сопротивления ![]() в обоих случаях (а, б) в среднем за
каждый полупериод соответственно равны.
в обоих случаях (а, б) в среднем за
каждый полупериод соответственно равны.

Рис. 6. Осциллограммы токов однофазной машины, равных по действующему значению и обеспечивающих одинаковые размеры литой зоны:
а — материал Х18Н10Т, толщина 0,5+0,5 мм, ![]() ;
; ![]() ,
,
б — материал ВТ15, толщина 0,8+0,8 мм, ![]() ,
, ![]() ;
;
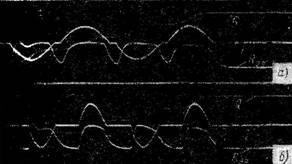
Рис. 7. Осциллограммы тока ![]() энергии
энергии ![]() и сопротивления
и сопротивления
![]() при сварке токами, равными по
действующему анпчению (материал Х18Н10Т, толщина 0,8+0,8 мм):
при сварке токами, равными по
действующему анпчению (материал Х18Н10Т, толщина 0,8+0,8 мм):
а — угол горения игнитронов ![]() , б — то же
, б — то же ![]()
Таким образом, достаточно обоснованно
можно принять такую схему для измерения тока при контактной сварке. Большинство
случаев сводится к схеме действия одиночного монополярного импульса. Переменный
ток при продолжительности действия, большей 0,04 сек, представляется в виде
одиночного импульса посредством его оценки за каждый полупериод по действующему
значению. Оценки токов для их сравнения как параметром процесса должны
сопровождаться сведениями о величине других параметров процесса ![]() ,
, ![]() ,
, ![]() при которых выполнены измерения.
Равенство теплового действия токов, равных друг другу в среднем
(среднеквадратичном), возможно лишь при равенстве величии всех параметров
процесса.
при которых выполнены измерения.
Равенство теплового действия токов, равных друг другу в среднем
(среднеквадратичном), возможно лишь при равенстве величии всех параметров
процесса.
На контактных электросварочных машинах
имеет место саморегулирование тока, т.е. изменение тока вторичного контура,
обусловленное изменением сопротивления ![]() в процессе сварки. При малом полном
сопротивлении машины изменение тока весьма существенно. Поэтому в некоторых
случаях, например при сварке сплавом титана на однофазных машинах, указывают
два значения тока: одно — соответствующее первому полупериоду, а другое — наибольшему
полупериоду. В тех случаях, когда нет специальных модулирующих устройств, наибольший
полупериод соответствует последнему. На машинах с большим полным
сопротивлением, например при большом вылете консолей, величину тока
ориентировочно можно задать на основании названных двух значений как среднее
арифметическое, т.е. равным полусумме действующих значений в первом и
наибольшем полупериодах. При роликовой сварке, так же как и при точечной,
целесообразно характеризовать отдельный импульс тока, соответствующий
формированию одной отдельной литой зоны
в процессе сварки. При малом полном
сопротивлении машины изменение тока весьма существенно. Поэтому в некоторых
случаях, например при сварке сплавом титана на однофазных машинах, указывают
два значения тока: одно — соответствующее первому полупериоду, а другое — наибольшему
полупериоду. В тех случаях, когда нет специальных модулирующих устройств, наибольший
полупериод соответствует последнему. На машинах с большим полным
сопротивлением, например при большом вылете консолей, величину тока
ориентировочно можно задать на основании названных двух значений как среднее
арифметическое, т.е. равным полусумме действующих значений в первом и
наибольшем полупериодах. При роликовой сварке, так же как и при точечной,
целесообразно характеризовать отдельный импульс тока, соответствующий
формированию одной отдельной литой зоны
Это интересно
Токарные станки предназначены для обработки резанием тел вращения из различных конструкционных материалов. Современный парк станков токарной группы включает девять типов. Наиболее распространенный из них это универсальный токарно-винторезный станок, позволяющий обрабатывать цветные и черные металлы и выполнять различные токарные и винторезные работы. Токарно-карусельные станки предназначены для габаритных деталей. Токарно-револьверные станки позволяют обрабатывать детали и заготовки, изготовленные из калиброванного прутка. Автоматы продольного точения применяются при мелкосерийном производстве деталей из различного профиля и проволоки. Многошпиндельные токарные автоматы позволяют обрабатывать сложные детали из прутка различного сечения при серийном производстве. Токарно-фрезерные центры совмещают в своей основе функции двух металлообрабатывающих станков: токарного и фрезерного. Наиболее востребованные выполняемые виды токарных работ это: сверление и расточка отверстий, нарезание резьбы, обработка поверхностей и вытачивание канавок и пазов.