Классификация машин контактной сварки
Несмотря на большое многообразие типов, конструктивного оформления, мощности и назначения, машины контактной сварки классифицируют по разным признакам:
- виду сварки (точечные, рельефные, шовные, стыковые);
- назначению (универсальные или общего назначения и специальные);
- способу установки (стационарные, передвижные или подвесные);
- роду питания, преобразования или аккумулирования энергии (однофазные переменного тока, трехфазные низкочастотные, с выпрямлением тока во вторичном контуре, конденсаторные);
- виду привода в механизмах давления (с ручным, грузовым, пружинным, электродвигательным, пневматическим, гидравлическим, электромагнитным и реже с другими типами приводов);
- степени автоматизации.
Классификацию можно продолжить и внутри каждого типа машин для различных видов сварки.
Универсальные машины применяют для сварки различных металлов и деталей разнообразной формы, сечения и размеров. В таких машинах стараются расширить диапазоны свариваемых толщин более глубоким регулированием усилия сжатия, сварочного тока, совершенствованием динамических характеристик механизма сжатия, стабилизацией параметров режима. Универсальные машины должны соответствовать ГОСТ 297—80, в котором предусмотрены параметрические ряды машин по наибольшим значениям тока короткого замыкания, продолжительным номинальным длительным вторичным токам, номинальным усилиям сжатия и осадки, вылетам, растворам и т. д. Среди универсальных машин точечной, рельефной и шовной сварки более 90 % составляют машины прессового типа с двусторонним подводом тока, в которых электроды перемещаются прямолинейно, чаще вертикально.
Машина точечной сварки (рис. 1) имеет корпус 7, внутри которого или рядом расположен сварочный трансформатор 2. Колодки вторичного витка 14 соединены с консолями 7 и 10, электрододержателями 8 и электродами 9 гибким 3, 12 и жесткими 4, 11, 13 шинами. Один из электродов (как правило, верхний) перемещается вместе с ползуном 15 механизмом сжатия 16 и сжимает детали. Для разгрузки и повышения жесткости нижней консоли служит кронштейн 5, который может перемещаться вверх и вниз домкратом 6.
Машины рельефной сварки во многом аналогичны точечным. Однако они имеют массивные контактные плиты для крепления оснастки, более жесткий корпус и кронштейны, а также минимальное поперечное смещение ползуна в направляющих. Усиленный привод механизма сжатия имеет также и улучшенные динамические характеристики. Машины нередко имеют два сварочных трансформатора, расположенных по сторонам корпуса и включенных параллельно. Такие машины рассчитаны на возможность одновременной сварки нескольких точек с плавным нарастанием или пульсирующим включением тока.
В корпусе 1 машины шовной сварки (рис. 2) размещены сварочный трансформатор 3 и механизм вращения роликов с электроприводом 2. Электроды в виде вращающихся роликов 7 вместе с системами токоподвода образуют верхнюю 8 и нижнюю 6 роликовые головки. Верхний ролик перемещается вместе с ползуном 9 от механизма сжатия с пневмоприводом 10. Иначе, чем в машинах точечной сварки, выполнены токовёдущие и силовые элементы сварочного контура (консоли, кронштейн 5 и др.). При сварке с наружным охлаждением используют корыто 4 для слива воды. В современных машинах шовной сварки обычно предусмотрена несложная переналадка верхней и нижней роликовых головок для сварки поперечных и продольных швов обечаек. Однако выпускаются машины только для поперечных или продольных швов.
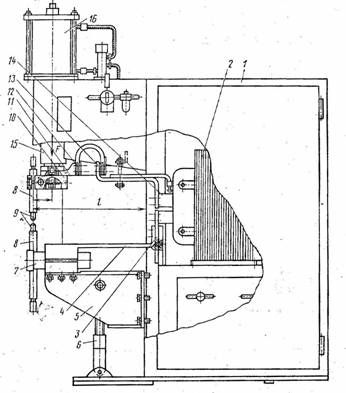
Рис. 1. Машина точечной сварки
Машина стыковой сварки имеет следующие основные узлы и элементы (рис. 3). На станине 1 установлены неподвижная 4 и подвижная 8 плиты с размещенными на них устройствами б и 7 для зажатия свариваемых деталей. Подвижная плита перемещается по направляющим 10 с помощью механизма подачи 9. Вторичный виток сварочного трансформатора 2 через токоподводы 3 и губки 5 зажимных устройств подключен к свариваемым деталям.
Машины контактной сварки средней и большой мощности обладают значительной массой (1…16 т), поэтому их устанавливают стационарно, а детали в процессе сварки перемещают. При сварке громоздких и тяжелых деталей, а также тонкостенных деталей сложной формы перемещают машину, применяют различные клещи, пистолеты. На рис. 4, а показана компоновка подвесной машины с отдельным трансформатором. В такой машине трансформатор располагают стационарно на расстоянии 1,5…3 м от деталей. Его соединяют с клещами (рис. 4, б) длинным гибким кабелем. Это облегчает клещи и повышает их маневренность. С помощью пистолета с отдельным трансформатором (рис. 4, в) можно соединять тонкие детали (0,05…0,15 мм) со сравнительно толстыми. Усилие сжатия создается вручную. Ток включается микровыключателем при сжатии пружины. Один из концов гибкого кабеля соединен с деталями. Пистолет может быть переделан в роликовый сменой инструмента и подключением прерывателя для шовной сварки.
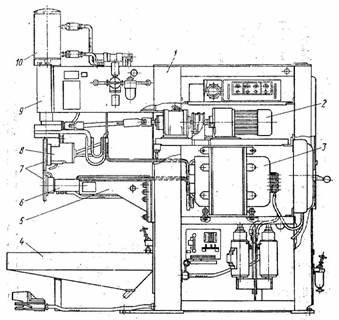
Рис. 2. Универсальная машина шовной сварки МШ-3201
Нередко компактный трансформатор встраивают в сами клещи, пистолет (рис. 5, а, б). Это уменьшает сопротивление вторичного контура и потребляемую из сети мощность. Увеличенную массу клещей уравновешивают грузом.
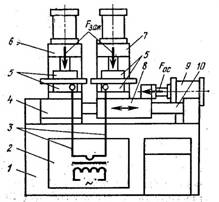
Рис. 3. Машина стыковой сварки
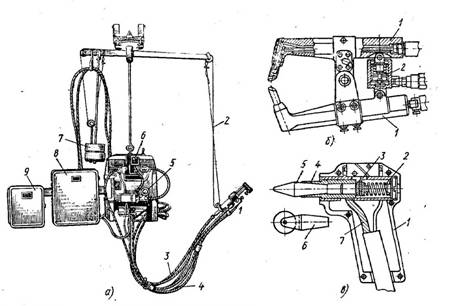
Рис. 4. Подвижные машины точечной сварки:
а — схема подвесной машины: 1 — клещи; 2 — трос; 3 — гидрошланг; 4 — токоподводящий кабель; 5 — пневмогидравлический мультипликатор; 6 — трансформатор; 7 — груз; 8 — шкаф с контактором и прерывателем; 9 — программный регулятор времени;
б — одна из конструкций клещей с гидроприводом: 1 — консоли; 2 — силовой гидроцилиндр;
в — пистолет точечной и шовной микросварки; 1 — корпус; 2 — пружина; 3 — микровыключатель; 4 — электрододержатель; 5 — электрод; 6 — оправка с роликом; 7 — токоподвод
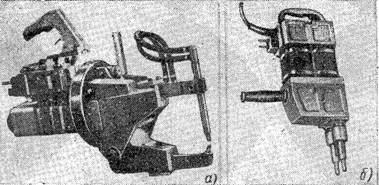
Рис. 5. Подвижные машины точечной сварки с встроенным малогабаритным трансформатором:
а — клещи с пневматическим механизмом сжатия;
б — пистолет для односторонней двухточечной сварки с ручным приводом сжатия
Специальные машины сваривают группу типовых деталей или определенный узел. Конструкция и компоновка таких машин весьма разнообразны в зависимости от вида сварки, формы и размеров деталей, степени автоматизации вспомогательных операций.
Современная система обозначений универсальных машин позволяет легко определить их тип, значение главного параметра и некоторые другие характеристики. В принятой в нашей стране системе первая буква определяет название оборудования: машина — М, пресс—П. Вторая — вид сварки: точечная — Т, рельефная — Р, шовная — Ш, стыковая — С. Третья буква указывает характеристику источника тока: В — с выпрямлением тока во вторичном контуре, Н — низкочастотная, К — конденсаторная. Например, МТ, МР, МШ, МС — машины точечной, рельефной, шовной, стыковой сварки переменного тока; МТВ, МРВ, МШВ — машины точечной, рельефной, шовной сварки с выпрямлением тока во вторичном контуре; МТН, МРН — машины точечной, рельефной сварки низкочастотные; МТК, МРК, МШК — машины точечной, рельефной, шовной сварки конденсаторные. В однофазных машинах переменного тока третья буква означает либо конструктивные особенности (П — подвесная, Р — радиального типа, М — многоточечная), либо уточняет способ сварки {С — для стыковой сварки сопротивлением, О — оплавлением). Например, МТП, МТР — машины точечной сварки переменного тока соответственно подвесная и радиального типа; МСО — машина стыковой сварки оплавлением. Иногда вводят четвертую букву для обозначения конструктивных особенностей, например, МТВР — машина точечной сварки с выпрямлением тока во вторичном контуре с радиальным ходом верхнего электрода; МТВП — подвесная.
Далее обозначения расшифровываются так. Например, МТВП — 1205Т4, А, 380В, 50Гц, ГОСТ 297—80. Первые две-три цифры обозначают наибольший ток короткого замыкания в килоамперах (12 кА), вторые две — номер модели (05). Затем следует климатическое исполнение (Т4 по ГОСТ 15150—69), группа машин в зависимости от технических требований (А — с повышенной стабильностью параметров), напряжение питающей сети (380 В), частота сети (50 Гц) и технические условия на данную машину (ГОСТ 297—80). Машины, разработанные в ИЭС им. Е. О. Патона, обозначаются буквой К с указанием номера модели, например, К-355, К-617 и т.п.
В ранее выпускавшихся машинах обозначения были иными. Буквами указывались характеристика механизма сжатия и подачи, особенность электрической части, например, МТП — машина, точечная с пневматическим механизмом сжатия; МСГ, МСМ — машины стыковой сварки с гидравлическим, моторным механизмом подачи. Цифрами вначале обозначали номинальную мощность в киловольтамперах, например, МТПТ-600 — машина точечной сварки с пневматическим механизмом сжатия и трехфазным питанием мощностью 600 кВА. Затем цифрами стали обозначать номинальный ток в килоамперах.
В специальных машинах обозначения могут существенно отличаться от принятых для универсальных машин, например, ССП — сварочный стол для микросварки в пылезащитной среде; МСТ — стыковая машина для сварки труб.