Основные типы электродов
Электроды и ролики состоят из следующих частей: рабочая часть, часть, обеспечивающая соединение с машиной, и средняя (основная) часть. Каждая часть электродов в процессе работы выполняет вполне определенные функции.
Рабочая часть обеспечивает
непосредственный контакт (электрический и механический) электрода со свариваемыми
деталями и имеет рабочую поверхность 1 (рис. 1), форма и размеры которой
являются важной технологической характеристикой электрода (ролика). В настоящее
время наиболее распространены две формы рабочей поверхности: плоская
(цилиндрическая у роликов) и сферическая. Плоская рабочая поверхность у
электродов определяется диаметром ![]() цилиндрическая у роликов — шириной
цилиндрическая у роликов — шириной ![]() ,
сферическая—радиусом
,
сферическая—радиусом ![]() (рис. 1). Необходимо также отметить,
что, так как площадь контакта ролик—деталь зависит кроме
(рис. 1). Необходимо также отметить,
что, так как площадь контакта ролик—деталь зависит кроме ![]() и
и ![]() от диаметра ролика, значение
от диаметра ролика, значение ![]() (или радиус ролика
(или радиус ролика ![]() ) также является характеристикой рабочей
поверхности.
) также является характеристикой рабочей
поверхности.
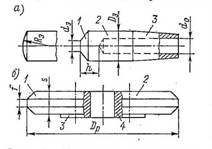
Рис. 1. Элементы конструкции электродов и роликов
Средняя часть электродов как бы
соединяет рабочую и посадочную части и определяется диаметром ![]() (у роликов толщиной s). ГОСТом
14111—69 на прямые электроды установлены следующие размеры
(у роликов толщиной s). ГОСТом
14111—69 на прямые электроды установлены следующие размеры ![]() : 12, 16, 20, 25, 32 и 40 мм. В
зависимости от максимального усилия электродов машины
: 12, 16, 20, 25, 32 и 40 мм. В
зависимости от максимального усилия электродов машины ![]() , (в кг) диаметр средней части может
быть определен из соотношения
, (в кг) диаметр средней части может
быть определен из соотношения ![]() . Средняя часть обычно используется для
закрепления соответствующих инструментов, применяемых при съеме электродов.
. Средняя часть обычно используется для
закрепления соответствующих инструментов, применяемых при съеме электродов.
Части электродов и роликов, обеспечивающие их соединение с элементами вторичного контура машины, должны удовлетворять требованиям надежной передачи сварочного тока и усилия сжатия. У электродов для точечной сварки эти функции в подавляющем большинстве случаев выполняет конусная посадочная часть 3 (рис. 1, а), хотя не исключаются и другие виды соединений (на резьбе, по цилиндрической поверхности и т, п.). У роликов указанные выше функции обычно выполняют различные их части: основной электрический контакт с машиной обеспечивается поверхностью 3 (рис. 1, б), а передачу усилия сжатия выполняет внутренняя поверхность 4. Однако могут встречаться случаи, особенно в машинах с малыми токами, когда передачу усилия сжатия и подвод тока осуществляет внутренняя цилиндрическая поверхность ролика, который является неприводным.
В целях получения хорошего
электрического контакта (низкое сопротивление), а в электродах также
герметичного соединения, соединительные поверхности должны быть обработаны не
ниже ![]() и не должны иметь механических
повреждений, следов окислов и других загрязнений.
и не должны иметь механических
повреждений, следов окислов и других загрязнений.
Так как конусная посадочная часть электродов является продолжением их средней (основной) части, то конусность прямых электродов назначается исходя из их диаметра. По ГОСТу 14111—69 для диаметров электродов 12, 16, 20, 25 мм принята конусность 1:10, а для диаметров 32 и 40 мм в целях удобства съема электродов — 1:5. Указанные размеры конусов следует применять и при изготовлении непрямых (фигурных) электродов, так как посадочные отверстия электрододержателей сварочных машин имеют аналогичные размеры.
Внутренняя часть большинства электродов
для точечной сварки имеет канал (рис. 1, а) для подачи охлаждающей воды. Внутри
охлаждающего канала находится трубка, по которой поступает вода. Диаметр
охлаждающего канала ![]() определяется необходимым для охлаждения
расходом воды (при заданном давлении в сети) и достаточной прочностью
электрода. В зависимости от диаметра электрода диаметр канала
определяется необходимым для охлаждения
расходом воды (при заданном давлении в сети) и достаточной прочностью
электрода. В зависимости от диаметра электрода диаметр канала ![]() . Расстояние
. Расстояние ![]() от рабочей
поверхности до дна охлаждающего канала оказывает значительное влияние на
эксплуатационные характеристики электродов (стойкость, число точек до полного
износа). По опытным данным следует выполнять
от рабочей
поверхности до дна охлаждающего канала оказывает значительное влияние на
эксплуатационные характеристики электродов (стойкость, число точек до полного
износа). По опытным данным следует выполнять ![]() .
.
В зависимости от конфигурации средней части электроды для точечной сварки подразделяются на прямые и фигурные. Прямые электроды выполняются с симметричным расположением рабочей поверхности (типы 1…6, 11, рис. 2) и со смещенной или скошенной рабочей поверхностью (типы 7…10, рис. 2). Прямые электроды типов 1…8 и 11 изготавливаются в соответствии с ГОСТом 14111—69, который предусматривает два исполнения средней части: гладкое без лыски и с лыской под ключ съема электродов.
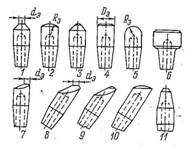
Рис. 2. Основные типы прямых электродов
К фигурным относятся электроды, у которых ось, проходящая через центр рабочей поверхности, значительно смещена относительно оси посадочной части. Наибольшее распространение имеют прямые электроды, которые используются при сварке деталей, имеющих свободные подходы для электродов. Однако в ряде сложных конструкций с применением фигурных электродов выполняется до 60% сварных точек.
Наконец, при точечной и роликовой сварке используется еще один вид электродов — специальные, к которым относятся: самоустанавливающиеся (качающиеся) электроды — электроды, выполняющие роль промежуточных токопроводящих вставок, электроды-цанги, применяемые при роликовой сварке мелких деталей; и некоторые другие.
Следует отметить, что высокое качество и надежность соединений и требуемая производительность процесса точечной и роликовой сварки могут быть достигнуты только при условии оптимального сочетания свойств металла электродов, конструкции, формы и размеров их рабочей поверхности, а также правильной эксплуатации.