Разновидности и преимущества рельефной контактной сварки
Рельефную сварку можно определить как вид контактной сварки, при которой детали соединяются по поверхности их касания, ограниченной искусственными или естественными выступами (рельефами). При рельефной сварке в отличие от точечной положение контакта между деталями определяется положением рельефов или формой самих участков деталей, подлежащих сварке, и не положением сварочных электродов. Форма и площадь контакта между деталями, распределение тока и тепловыделение н них также в значительной степени определяются формой и размерами рельефов или свариваемых поверхностей.
Существует много разновидностей рельефной сварки (рис. 1). Наиболее распространенной является сварка листовых соединений внахлестку, осуществляемая с помощью рельефов различной конфигурации. Чаще всего применяют сферические рельефы (рис. 1, а), с помощью которых образуются соединения, имеющие в плане круглую форму. Сварку осуществляют по одному или по нескольким рельефам одновременно.
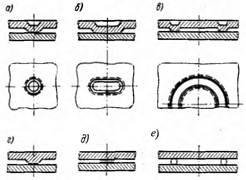
Рис. 1. Типы соединений при рельефной сварке листов внахлестку
Для получения соединений вытянутой формы применяют продолговатые рельефы (рис. 1, б). Их применение особенно целесообразно при сварке деталей с малой шириной нахлестки. Во многих случаях для соединения деталей используют кольцевые и прямоугольные рельефы (рис. 1, в), позволяющие получать не только прочные, но и прочноплотные (герметичные) соединения. Сварку по кольцевым и прямоугольным рельефам применяют обычно при необходимости герметизации небольшого объема, расположенного между двумя деталями.
При сварке нахлесточных соединений рельефы чаще всего формируют холодной штамповкой. При этом на обратной стороне детали образуется незаполненная полость лунка) (рис. 1, а, б, в). При применении местного контактного нагрева или при изготовлении малогабаритных деталей холодной высадкой возможно образование рельефов без лунки (рис. 1, г). Такие рельефы обладают большей жесткостью; поэтому их применение особенно целесообразно при сварке деталей малой толщины и деталей из особо пластичных металлов и сплавов. Хорошие результаты могут быть получены при использовании вместо рельефов промежуточных вставок — концентраторов (рис. 1, д). Этот способ целесообразен при сварке деталей большой толщины и в случаях, когда образование рельефов штамповкой и высадкой затруднено. При сварке по концентраторам сварные соединения можно легировать. Для этого следует изготавливать концентраторы из сплавов специального состава.
Другой широко распространенной разновидностью рельефной сварки является Т-образная сварка или сварка втавр. При Т-образной сварке одна из деталей приваривается своей торцовой поверхностью к поверхности другой детали. Таким образом можно приваривать стержни, листы, трубы, а также сваривать трубы или стержни друг с другом (рис. 2). На привариваемых торцах деталей механической обработкой или высадкой изготавливают компактные (рис. 2, а, б, в) или кольцевые (рис. 2, г, д, е) рельефы. В последнем случае, так же как и при сварке листов внахлестку с применением кольцевых рельефов, можно получить герметичные соединения. Герметичные соединения формируются также при наваривании деталей в отверстие листа или трубы (сварка «острой гранью»). Кольцевой контакт образуется при этом между внутренней кромкой отверстия и скосом на наружной поверхности детали, образованном в результате развальцовки детали (рис. 2, ж) или ее механической обработки (рис. 2, з, и). Возможно и обратное сочетание: острая кромка на наружной поверхности детали и скос на внутренней поверхности отверстия (рис. 2, к). Наконец, приварка втавр стержней и листов к листу может осуществляться с помощью рельефов, выштампованных на поверхности листа (рис. 2, л, м).
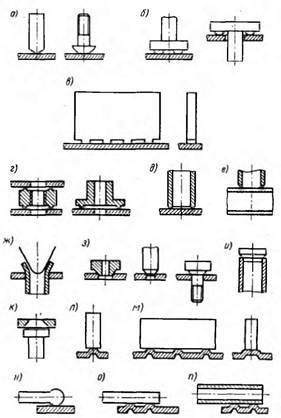
Рис. 2. Типы соединений при рельефной сварке втавр
Разновидностью Т-образной сварки можно считать также приварку стержней и труб боковой поверхностью к плоскости листа. Различные варианты выполнения такого соединения показаны на рис. 2, н, о, п.
Третьей весьма распространенной разновидностью рельефной сварки является сварка крестообразных соединений из стержней, труб и проволок или сварка вкрест. Рельеф в этом случае образуется естественной формой самих свариваемых участков деталей (рис. 3). Этот процесс нередко относят к точечной сварке [6]. Такую классификацию нельзя признать правильной, так как расположение, форма и площадь контакта между деталями при сварке вкрест определяются не сварочными электродами, что характерно для точечной сварки, а формой поверхности самих свариваемых деталей.
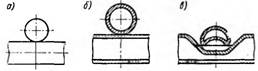
Рис. 3. Типы соединений при рельефной сварке вкрест
Иногда рассматривают образование стыковых соединений стержней и труб с подготовленными на их торцах рельефами так же, как разновидность рельефной сварки. Разновидностью рельефной сварки считают также приварку стержней и труб к плоскости методом оплавления. Очевидно, указанные соединения можно равным образом относить как к рельефной, так и к стыковой сварке.
Рельефная сварка, как и все виды контактной сварки, является разновидностью сварки давлением. При сварке давлением соединение может образовываться с расплавлением и без расплавления металла (в твердой фазе). В соответствии с классификацией, предложенной А. С. Гельманом, рельефную сварку в твердой фазе следует отнести к сварке давлением с кратковременным нагревом без оплавления (Р-, Т-процессы). Для получения надежных соединений при сварке в твердой фазе необходима совместная пластическая деформация металла свариваемых деталей, приводящая к разрушению окисных и других поверхностных пленок, к образованию между соединяемыми поверхностями физического контакта и к активации атомов на соединяемых поверхностях. Соединения в твердой фазе могут иметь достаточно высокую прочность, если схема процесса такова, что сварка протекает в условиях, обеспечивающих возможность значительных пластических деформаций (стыковая, холодная, прессовая сварка, сварка трением и т. д.). В тех случаях, когда условия процесса исключают возможность пластической деформации металла в нужном объеме (например, при точечной и шовной сварке), прочность соединений в твердой фазе оказывается низкой и нестабильной, и процесс следует вести до получения в соединении литой зоны. Для формирования при сварке давлением развитой литой зоны необходима достаточная нахлестка свариваемых деталей, создающая условия для всестороннего сжатия расплавленного металла и удержания его от выплеска.
Рельефная сварка всегда сопровождается значительной пластической деформацией свариваемого металла и, следовательно, протекает в условиях, способствующих формированию надежных соединений в твердой фазе. Однако не во всех случаях рельефной сварки детали образуют нахлестку, необходимую для формирования литого ядра. Поэтому по условиям образования соединения все разновидности рельефной сварки можно разбить на две группы.
К первой группе относится сварка нахлесточных соединений, осуществляемая с помощью компактных (сферических) рельефов. Сварное соединение в этом случае образуется при всестороннем сжатии нагреваемого металла, что делает возможным формирование литой зоны. Аналогичные условия имеют место при точечной сварке, отчего рельефную сварку нахлесточных соединений нередко рассматривают как разновидность точечной.
Ко второй группе относятся такие разновидности рельефной сварки, как Т-образная сварка и сварка вкрест. Здесь условия образования соединения иные: всестороннее сжатие нагреваемого сварочным током металла отсутствует и литое ядро обычно не формируется — сварка происходит в твердой фазе. По характеру образования сварного соединения эти разновидности рельефной сварки близки к стыковой сварке сопротивлением.
При сварке нахлесточных соединений с применением вытянутых п кольцевых рельефов получить литую зону большей частью не удается. Соединение в этом случае также формируется в результате сварки в твердом состоянии.
Рельефную сварку с успехом применяют для соединения деталей из низкоуглеродистой, углеродистой, низколегированной и легированной сталей. Металлургические процессы, протекающие при рельефной, точечной и других видах контактной сварки этих сталей в основном аналогичны. В связи с отрицательным влиянием на качество соединений низкой жесткости рельефов рельефную сварку значительно реже применяют для соединения деталей из алюминиевых, медных и других сплавов, обладающих повышенными пластическими свойствами.
Для рельефной сварки характерны следующие основные преимущества.
1. Возможность одновременной сварки в нескольких местах. Число одновременно свариваемых соединений ограничивается в большинстве случаев лишь технологическими возможностями применяемого оборудования: сварочным током, усилием электродов, размерами электродных плит. На деталях из тонких стальных листов сваривают до 15…20 рельефов одновременно. Возможность одновременной сварки большого числа рельефов исключает необходимость перемещения деталей для постановки следующих точек, благодаря чему механизация вспомогательных операций при рельефной сварке осуществляется легче, чем при точечной. Производительность труда при рельефной сварке соизмерима с производительностью труда при точечной сварке на многоэлектродных машинах.
2. Высокая гибкость и маневренность процесса. На рельефной машине, не прибегая к сложной переналадке можно сваривать узлы с различным числом и расположением точек. В этом благоприятное отличие рельефной сварки от точечной сварки на многоэлектродных машинах. Кроме того, соединения при рельефной сварке могут быть расположены более часто, чем это возможно при сварке на многоэлектродных машинах, где минимальное расстояние между точками ограничивается размерами сварочных трансформаторов, приводов сжатия электродов и т. д.
3. Меньший, чем при точечной сварке, износ электродов. При рельефной сварке применяют электроды с плоской рабочей поверхностью, размеры которой, как правило, превосходят размеры литого ядра сварного соединения. Поэтому плотность тока в контакте электрод—деталь невелика и износ электродов незначителен. Еще более важным является то, что качество соединений при рельефной сварке в значительно меньшей степени зависит от состояния электродов, чем при точечной, где размеры рабочей поверхности электродов являются одним из параметров процесса. Это создает условия для повышения при рельефной сварке стабильности результатов и снижения брака. Помимо этого, обеспечивается экономия в затратах труда и времени из-за отсутствия необходимости в частой заправке и смене электродов.
4. Минимальное расстояние соединений от кромок деталей. Рельефной сваркой можно соединять малогабаритные изделия и изделия с малыми отбортовками, точечная сварка которых была бы невозможна из-за неизбежных выплесков.
5. Повышенная стабильность прочностных свойств соединений. При рельефной сварке листов внахлестку на начальной стадии процесса формируются соединения в твердой фазе, обладающие высокими и стабильными прочностными характеристиками. Высокая прочность соединений в твердой фазе стабилизирует прочностные результаты при рельефной сварке в условиях возможной нестабильности воспроизведения параметров режима. При случайном изменении сварочного тока или усилия электродов снижение прочности соединений при рельефной сварке будет менее значительным, чем при точечной. Даже в случае нарушений процесса, приводящих к отсутствию литой зоны и к полной потере прочности точечно-сварных соединений, соединения, выполненные рельефной сваркой, обладают прочностью, составляющей 60…70% от номинала.
6. Возможность сварки без зачистки поверхности горячекатаной стали и стали, покрытой ржавчиной.
7. Хороший внешний вид соединений, отсутствие на поверхности деталей вмятин от электродов. Расположение точек заранее определяется местом штамповки рельефов.
Перечисленные преимущества — это преимущества рельефной сварки в сравнении с точечной. Однако рельефная сварка может применяться и там, где точечная или другие виды контактной сварки вообще невозможны. Это относится ко всем разновидностям рельефной Т-образной сварки. Т-образная сварка обычно заменяет дуговую сварку, клепку, пайку и другие малопроизводительные и трудоемкие процессы. Экономическая эффективность рельефной сварки взамен перечисленных операций может быть особенно значительной.
Вместе с тем, применение рельефной сварки требует во многих случаях ряда дополнительных расходов и прежде всего расходов, связанных с изготовлением рельефов. Для их снижения штамповка (высадка) рельефов должна по возможности совмещаться со штамповкой (высадкой) изделия в целом. Стоимость электродной и другой технологической оснастки и приспособлений при рельефной сварке обычно так же выше, чем при точечной. Поэтому наибольший экономический эффект рельефная сварка дает при массовом производстве однотипных деталей.
Это интересно
В каких случаях необходима заправка кондиционера? При стандартном монтаже нового кондиционера необходимости в его заправке нет, т.к. он изначально уже заправлен фреоном. Газ находится в наружном блоке сплит системы. Однако, в случае большого удлинения газопровода необходима дозаправка фреона.
В течение года из любого кондиционера неизбежно происходит утечка около 6…8% фреона независимо от того как качественно был произведен монтаж кондиционера. При некачественном монтаже утечка фреона может произойти уже в течение месяца. Поэтому один раз в два года рекомендуется его дозаправка.
При эксплуатации сплит системы без минимально необходимого уровня хладагента возможен перегрев компрессора, что может привести к его поломке и дорогостоящему ремонту кондиционера.
Как правило, снижение интенсивности охлаждения или появление наледи на штуцерах внешнего блока сплит системы является верными признаками недостаточного количества хладагента в системе. Так же опасен и избыток фреона в кондиционере, т.к. это существенно снижает ресурс работы компрессора.
При заправке кондиционеров обычно применяют фреон марок R-22, R-407C и R-410A в зависимости от модели кондиционера. Фреон R-22 наиболее технологичный и дешевый хладагент из приведенных марок, однако он признан газом, разрушающим озоновый слой земли поэтому в последнее время от его использования постепенно отказываются в пользу озонобезопасных хладагентов R-407C и R-410A. R-410A применяется, как правило, в бытовых сплит системах, а R-407C используют в промышленных системах кондиционирования.