Рельефная сварка закладных деталей
Инж. А.Е. Козлов, опытный завод УСЭПП (г. Тольятти)
В 1966 г. на Опытном заводе УСЭПП (г. Тольятти) ЭНЕРГОТЕХПРОМ внедрил рельефную сварку анкерных стержней с пластиной при изготовлении закладных деталей. При этом возросла производительность труда по сравнению с дуговой сваркой. В настоящее время на заводе УСЭПП освоено изготовление около 40 типов закладных деталей с применением рельефной сварки, конструкция одной из которых показана на рис. 1.
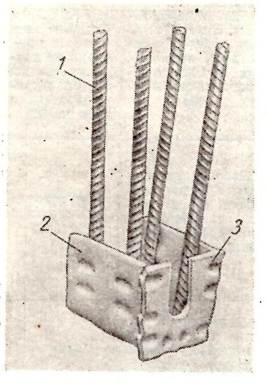
Рис. 1. Закладная деталь ![]() : 1 – анкер – сталь 35ГС (диаметр 10мм); 2 –
штампованная коробка; 3 - донышко
: 1 – анкер – сталь 35ГС (диаметр 10мм); 2 –
штампованная коробка; 3 - донышко
В результате проведенной работы стала возможной качественная приварка анкерных стержней не только из стали класс А-1, но и классов А-2, А-3. Рекомендуемые размеры рельефов для стали приведены в табл. 1 (рис. 2).
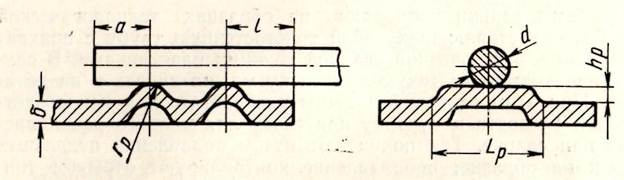
Рис. 2 Схематическое изображение рельефного соединения
Таблица 1
|
Марка стали анкерного стержня |
Размеры по отношению к d |
||||
|
|
|
|
|
|
|
|
Ст.3 (класс А-1) Ст.5 (класс А-2) 35ГС(класс А-3) |
3,0 3,0 |
1,4 1,5 |
0,4 0,45 |
1,25 1,4 |
2,0 2,2 |
|
Примечание: d – номинальный диаметр анкерного стержня |
|||||
На сварочной машине МРП-300 можно одновременно приварить два анкера. Необходимые приспособления крепятся в пазах контактных плит. При сварке на точечной машине МТП-150 применяют медные электроды большого диаметра, перекрывающие оба рельефа.
При неизменных марке стали, диаметре анкера, толщине металла, количестве рельефов режим остается постоянным. Если же один из параметров изменяется, то режим нуждается в корректировке.
На качество сварки сильно влияет величина осадки, которая должна быть не менее 0,3…0,4 мм.
Усилие штамповки рельефа ![]() (кг) определяется по формуле
(кг) определяется по формуле
![]() ,
,
где
L – длина
периметра рельефа, см; δ – толщина материала, см; ![]() - временное сопротивление материала, кг/
- временное сопротивление материала, кг/![]() ;
; ![]() - коэффициент, зависящий от метода вытяжки (для
штамповки рельефов
- коэффициент, зависящий от метода вытяжки (для
штамповки рельефов ![]() )
)
Рельефную сварку можно производить на всех серийных точечных машинах достаточной мощности, определяемой исходя из диаметра анкера и количества рельефов. Эти машины оснащиваются приспособлениями, уменьшающими время на установку анкеров. В немалой степени производительность точечных машин при сварке закладных деталей зависит от универсальности применяемых штампов. На заводе изготовлены штампы для штамповки рельефов на уголках 45×45×5, 50×50×5, 63×63×6, 75×75×8 мм. И ряд штампов для листового материала. Штамп для двух рельефов показан на рис. 3. Для удаления окалины в гнезде матрицы сверлится отверстие диаметром 5 мм. Штампы изготавливают из инструментальных сталей (У7-У10).
Таблица 2
|
Марка стали |
Диаметр анкера в мм |
Толщина пластины в мм |
Кол-во одновременно привар. рельефов |
Режимы на РВЭ-7-1А-4 |
Ступень трансформатора |
Давление |
||||||||||
|
Сжатие |
Сварка |
Проковка |
Пауза |
Диапазон |
По манометру в атм |
Между электродами |
||||||||||
|
Пластина (уголок) |
Анкер |
Показания по шкале |
Время в сек |
Показания по шкале |
Время в сек |
Показания по шкале |
Время в сек |
Показания по шкале |
Время в сек |
|||||||
|
Ст.3 Ст.3 Ст.3 Ст.3 Ст.3(50×5) Ст.3(50×5) Ст.3(63×6) Ст.3(75×8) |
Ст.3 35ГС 35ГС 35ГС Ст.3 35ГС Ст.3 35ГС |
8 8 10 12 8 10 8 10 |
5 6 6 6 5 5 6 8 |
1 2 2 2 2 2 2 2 |
10 13 14 14 10 12 10 12 |
0,65 1,00 1,15 1,15 0,65 0,87 0,65 0,87 |
13 13 7,5 8 12 5,5 12 6 |
1,00 1,00 2,4 2,66 0,87 1,6 0,87 1,98 |
10 12 13 12 10 12 12 12 |
0,65 0,87 1,00 0,87 0,65 0,87 0,87 0,87 |
2 2 2 2 2 2 2 2 |
0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 |
І І ІІ ІІ І ІІ І ІІ |
12 16 14 16 15 16 15 16 |
3,5 4,5 4,5 4,5 4,0 4,5 4,0 4,5 |
1000 1270 1270 1270 1130 1270 1130 1270 |
|
Примечание: Расстояние между хоботами 210 мм |
||||||||||||||||
Таблица 3. Режимы рельефной сварки закладных деталей на сварочном прессе МРП-300
|
Марка стали |
Диаметр анкера в мм |
Толщина пластины |
Кол-во одноврем.свар. рельефов |
Режимы (показания по шкалам) |
Давление по манометру в атм |
Ступень трансформатора |
|||||||||
|
Пластина (уголок) |
Анкер |
РВЭ-7-1А-4 |
РВЭ-8-3 |
||||||||||||
|
Сжатие |
Сварка |
Проковка |
Пауза |
Диапазон |
Время пульсации |
Импульс |
Пауза |
Диапазон |
|||||||
|
Ст.3 Ст.3 Ст.3 Ст.3 Ст.3 Ст.3 |
Ст.3 32ГС 32ГС 32ГС 32ГС Ст.3 |
8 8 8 10 10 донышко |
5 6 6 6 8 6 |
4 4 2 4 2 6 |
8 8 4 9 8 5 |
13 8,5 6,5 13 10,5 14 |
8 10 7 10 10 10 |
2 2 2 2 2 2 |
1 1 1 1 1 1 |
6 5 5 5 5 5 |
2 1,5 1,5 2 2 2 |
1 1 1 1 1 1 |
1 1 1 1 1 1 |
4,0 4,5 3,0 4,5 3,5 4,0 |
3 6 4 6 6 12 |
|
Примечание: Расстояние между плитами 116 мм |
|||||||||||||||
Испытание закладных деталей производится по схеме 4 ГОСТа 10922-64 («арматура и закладные детали для железобетонных конструкций») в приспособлении, исключающем отгиб пластины. Прочность сварных соединений анкеров с плоскими элементами должна быть больше прочности анкеров.
Разрушение образцов, выполненных рельефной сваркой, происходит, как правило, по основному металлу анкера. В редких случаях они разрушаются по сварке, но и в этом случае разрушаемое усилие оказывается не ниже браковочного минимума.
Внедрение рельефной сварки по сравнению с дуговой повысило производительность труда на сопоставимых операциях почти в 3,5 раза, а затраты на зарплаты и материалы сократили в 5 раз.
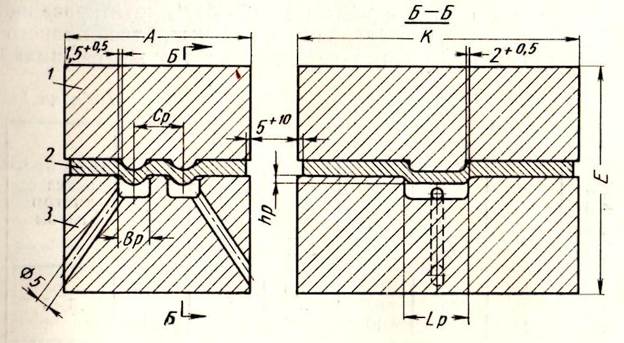
Рис. 3. Штамп для двух рельефов: 1 – пуансон; 2 – штампуемая деталь; 3 – матрица
Следует отметить, что для получения качественного соединения при рельефной сварке необходимо применять режимы, исключающие значительные выплески; обеспечивать параллельность рабочих поверхностей электродов или контактных плит, что особенно важно при одновременной сварке двух и более рельефов; иметь рельефы одинаковой высоты (за счет правильной установки штампов на прессах). Сварку анкерных стержней из стали класса А-3 диаметром более 8 мм следует производить по возможности на машинах с многоимпульсным режимом. При сварке анкерных стержней, имеющих периодический профиль, соприкосновение анкера с рельефом часто происходит по выступу на анкере. Поэтому при сварке одним импульсом тока, например, на машине МТП-150 в момент его включения, выступ анкера быстро расплавляется и только после этого начинается интенсивный нагрев металла во впадине, в которой он часто не успевает достаточно нагреется. Это приводит к непроварам с характерными окисными пленками. Результаты прямых исследований подтвердили, что непровары и включения образуются в местах впадин анкера. Испытания аналогичных образцов, сваренных на многоимпульсных режимах (машина МРП-300), показали почти полное отсутствие непроваров и включений в сварных точках. Поэтому при сварке анкерных стержней с неровной поверхностью из стали класса А-3 предпочтительно применение машин МРП-300, МРП-400, МТП-300, МТП-400, приспособленных для многоимпульсной сварки.
Места приварки анкерных стержней к рельефам должны быть очищены от грязи, масла, окалины и ржавчины. Наличие загрязнений увеличивает контактное сопротивление, что производит к нежелательным выплескам.
Выводы
1. Внедрение рельефной сварки закладных деталей увеличивает производительность труда в 3…5 раз.
2. Рельефная сварка закладных деталей может быть выполнена на серийном оборудовании и рекомендована для промышленного внедрения на заводах железобетонных изделий.
Источник: Журнал «Сварочное производство», 1969 г. № 3
Это интересно
Агентство стратегических программ – российская организация, основанная в 2006 году и расположенная в г. Москва, являющаяся организатором и оператором различных общественных, политических и деловых мероприятий федерального и международного уровня.
Основными задачами агентства являются:
- представление новых разработок и проектов;
- организация встреч предпринимателей, для заключения партнерских соглашений;
- организация взаимодействия частного и государственного бизнеса;
- обеспечение диалога науки, бизнеса и государства.