Структура службы контроля качества при контактной сварке
Структура службы контроля качества зависит от особенностей производства и может быть разнообразной. Однако во всех случаях в ней должна быть предусмотрена проверка основных параметров, свойств и характеристик сварочного оборудования, аппаратуры, технологической оснастки средств контроля и сварных узлов в процессе их изготовления.
На машиностроительных предприятиях контроль осуществляется службами ОТК, который административно и материально не зависит от изготовителя и подчинен непосредственно главному инженеру или директору. В вопросах определения качества продукции ОТК является полностью самостоятельным органом предприятия. Основным исходным документом, в котором указаны методы, средства и нормы контроля качества, является общий технологический процесс (операционные карты и производственные инструкции) — изготовление и контроль сварных узлов. Контрольные операции в нем должны быть согласованы с ОТК и отделом главного сварщика (ОГС). Проектирование и внедрение в производство новых методов и средств механизации и автоматизации контроля входит в функции служб ОГС, отделов главного технолога (ОГТ), отдела главного энергетика (ОГЭ) при участии ОТК.
По требованию ОТК центральная заводская лаборатория обязана производить необходимые разовые или систематические испытания и давать заключение о соответствии объектов исследования техническим условиям качества продукции.
Систематическая проверка состояний технологической оснастки, средств измерения осуществляется контрольно-проверочными пунктами (КПП) цехов-изготовителей или центральной измерительной лабораторией (ЦИЛ), которые подчинены ОТК. Наблюдение за эксплуатацией досрочного оборудования, средств пассивного и активного контроля и другой, как производственной, так и контрольной аппаратурой осуществляется группой наладки электрического оборудования ОГЭ при участии ОТК.
Технологический контроль чертежей сварных узлов на стадии их проектирования осуществляет ОГС при участии ЦЗЛ, технологической или сварочной лабораторий, ценой завода и других служб испытания конструкций.
Типовая структура служб контроля качества на машиностроительном заводе приведена на рис. 1.
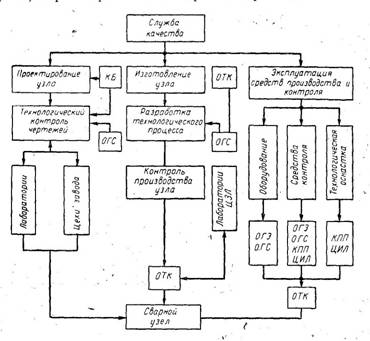
Рис. 1. Примерная структура службы контроля качества
В целях обеспечения высокого качества сварных узлов необходимо контролировать все этапы процесса сварки, начиная с подбора режима сварки, а также смежных операций. Примерная схема структуры такого контроля приведена на рис. 2.
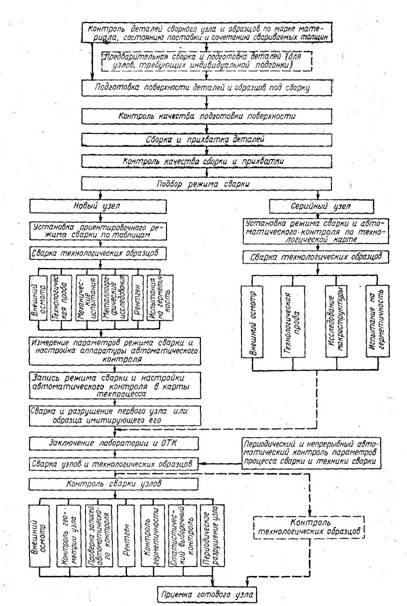
Рис. 2. Схема структуры контроля при точечной и роликовой сварке узлов