Сварка спеченной алюминиевой пудры (САП)
Соединение таких материалов представляет значительную проблему из-за исключительно высокой вязкости расплавленного металла в ядре. Перемешивания не происходит, и поверхностные оксиды между деталями не удаляются. Соединение не образуется. Это объясняется необычно высокой термической устойчивостью материала, состоящего из алюминиевой основы и дисперсных тугоплавких частиц Аl2O3 (6…12 %).
Свариваемость резко улучшается после плакирования листов техническим алюминием или сплавами типа АМг. Соединение образуется за счет расплавления и перемешивания двух плакирующих слоев (рис. а). Одновременно в жидкий тонкий шов переходят близлежащие слои САП, повышая жаропрочность соединения. Используют циклограмму б. Плакированный САП хорошо сваривается с другими алюминиевыми сплавами. Возникает оригинальное соединение: в обычном сплаве образуется жидкое полуядро, а со стороны САП становится жидким лишь плакирующий слой, который смешивается с полуядром (рис. б).
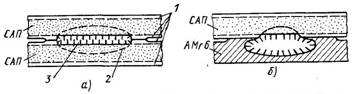
Рис. Точечные соединения плакированных листов из спеченной алюминиевой пудры:
1 — плакирующие слои; 2 — изотерма Tпл; 3 — шов