Точечная сварка латуни на машинах типа МТИП
Канд. техн. наук Л.В. Зайчик (ВНИИЭСО)
В связи с высокой тепло- и электропроводностью
латуни, для контактной точечной сварки ее необходимы относительно
кратковременные импульсы большого сварочного тока. Поэтому на серийных машинах
переменного тока можно сварить детали из латуни, толщина которых приблизительно
в 2 раза меньше толщины деталей из малоуглеродистой стали, свариваемых на этих
машинах при жестком режиме [1]. Так, например, на машине МТП–200 можно успешно
сварить детали из латуни толщиной до 2+2 мм. Детали толщиной 3+3 мм на этой
машине можно сварить только при значительной перегрузке (потребляемая мощность
290 кВА) и весьма малом усилии электродов (![]() =400 кг) [2].
=400 кг) [2].
Машины типа МТИП, предназначенные главным образом для сварки легких сплавов, обеспечивают возможность получения весьма больших сварочных токов при потреблении умеренной мощности из трехфазной сети и, следовательно, имеют данные, благоприятные для сварки латуни [3].
Учитывая это, ВНИИЭСО в 1954 г. было проведено экспериментальное исследование технологии точечной сварки латуни одним импульсом практически постоянного тока на машинах МТИП. Ниже рассматриваются некоторые результаты этого исследования. В таблице приведены режимы и результаты сварки пакетов из листов латуни Л62 толщиной от 2 до 5 мм при различных комбинациях толщин.
|
Толщина листов в пакете, мм |
Сварочный ток |
Длительность включения |
Усилие электродов |
Размеры литого ядра |
Разрушающая нагрузка на одну точку |
||
|
Максимальное значение |
Действительное значение |
Диаметр ядра |
Высота ядра |
||||
|
2+2 |
45 |
35 |
0,16 |
700 |
8 |
2 |
1100 |
|
3+3 |
51 |
42 |
0,24 |
850 |
11 |
3,5 |
2100 |
|
4+4 |
60 |
50 |
0,38 |
1000 |
13,5 |
5 |
3200 |
|
5+5 |
62 |
56 |
0,44 |
1350 |
15 |
5,5 |
4700 |
|
2+5 |
45 |
37 |
0,2 |
700 |
9 |
4 |
- |
|
3+5 |
51 |
42 |
0,26 |
850 |
11,2 |
5,1 |
- |
|
2+5+2 |
47 |
38 |
0,22 |
850 |
8,4 |
5,8 |
- |
|
5+2+5 |
48 |
38 |
0,26 |
850 |
9,6 |
7,5 |
- |
|
4+4+4+4+4 |
58 |
52 |
0,43 |
1350 |
12…13 |
16 |
- |
|
5+5+5 |
60 |
53 |
0,44 |
1350 |
13,5 |
11,5 |
- |
|
5+5+5+5+5+5+5 |
60 |
53 |
0,44 |
1350 |
9,5…12 |
16 |
- |
До сварки листы зачищались мелкой наждачной бумагой. Во всех случаях применялись медные электроды со сферической рабочей поверхностью 150 мм. Следует, однако, указать, что медные электроды при сварке листов толщиной 4 и 5 мм очень быстро сминаются. Это приводит к уменьшению диаметра ядра. Вероятно, для сварки латуни целесообразно применять электроды из кадмиевой бронзы.
Характерная особенность приведенных в таблице режимов заключается в применении больших усилий на электродах, импульсов с большими величинами максимального и действующего значения сварочного тока, а также малой длительности включения.
Так при сварке листов толщиной 3+3 мм на
машине МТП-200, ![]() =38600 А,
=38600 А, ![]() =400 кг,
=400 кг, ![]() =0,35 сек., средняя разрушающая нагрузка на точку
=0,35 сек., средняя разрушающая нагрузка на точку ![]() =1700 кг [2], а на машинах типа МТИП (например,
МТИП-450)
=1700 кг [2], а на машинах типа МТИП (например,
МТИП-450)![]() =43000 A,
=43000 A, ![]() =51000 A,
=51000 A, ![]() =850 кг,
=850 кг, ![]() =0,24 сек.,
=0,24 сек., ![]() =2100 кг. При этом машина МТИП, несмотря на
весьма большой вылет электродов (1200 мм), потребляет из трехфазной сети
несколько меньшую мощность, чем машина МТП из однофазной сети. Следует так же
отметить, что применение жестких режимов при сварке латуни на машинах МТИП
уменьшает опасность испарения цинка [1].
=2100 кг. При этом машина МТИП, несмотря на
весьма большой вылет электродов (1200 мм), потребляет из трехфазной сети
несколько меньшую мощность, чем машина МТП из однофазной сети. Следует так же
отметить, что применение жестких режимов при сварке латуни на машинах МТИП
уменьшает опасность испарения цинка [1].
Макроструктура поперечных сечений сварочных образцов (рис. 1) свидетельствует о том, что все точки правильно сформированы, имеют симметрично расположенные литые ядра с умеренной глубиной проплавления. В центральной части зоны расплавление листов толщиной 4 мм и более расположены поры и мелкие раковины, не снижающие прочности соединения. Трещин в ядре нет. Наружные поверхности листов сохранились весьма хорошо. Вмятины под электродами и расхождение листов незначительны.
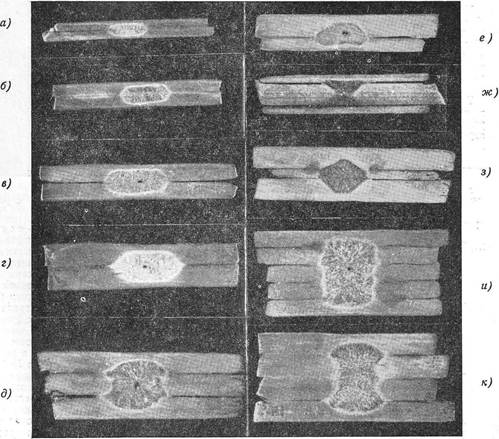
Рис. 1. Макроструктура поперечного сечения соединений толщиной 2+2 мм (а), 3+3 мм (б), 4+4 мм (в), 5+5 мм (г), 5+5+5 мм (д), 3+5 мм (е), 2+5+2 мм (ж), 5+2+5 мм (з), 4+4+4+4+4 мм (и), 5+5+5+5 мм (к).
Типичная микроструктура поперечного
сечения точки (пакет 2+2 мм) показана на рис. 2. Литое ядро имеет столбчатую
структуру. Стык кристаллов расположен в плоскости сопряжения листов. Зона
термического влияния окружает литое ядро в виде оболочки толщиной около 0,4 мм.
Металл, расположенный вблизи поверхности листов под электродами, не имеет
признаков перегрева. При ![]() мм точки во время испытания одноточечных образцов
на растяжение вырывались из листов (рис. 3). При
мм точки во время испытания одноточечных образцов
на растяжение вырывались из листов (рис. 3). При ![]() мм точки
срезались в плоскости сопряжения листов, причем в этом случае среднее значение
удельной разрушающей нагрузки равно 27 кг/мм².
мм точки
срезались в плоскости сопряжения листов, причем в этом случае среднее значение
удельной разрушающей нагрузки равно 27 кг/мм².
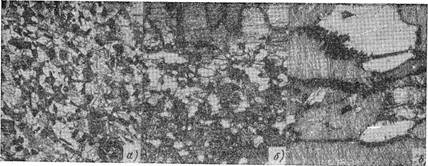
Рис. 2. Микроструктура поперечного сечения точки (×85):
а – основной метал; б – граница расплавления и зона термического влияния; в – средняя часть литого ядра; стык столбчатых кристаллов.
Рис. 3. Типичное разрушение образцов при испытании на растяжение.
Во время сварки осциллографировались:
сварочный ток ![]() , падения напряжения
, падения напряжения ![]() на участке электрод – электрод и
на участке электрод – электрод и ![]() на участке лист верхний – лист нижний. Схема
замеров и типичная осциллограмма (пакет 4+4 мм, режим по таблице) приведены на
рис. 4. По осциллограммам построены графики изменения сопротивлений
на участке лист верхний – лист нижний. Схема
замеров и типичная осциллограмма (пакет 4+4 мм, режим по таблице) приведены на
рис. 4. По осциллограммам построены графики изменения сопротивлений ![]() и
и ![]() указных выше участков и график энергии
указных выше участков и график энергии ![]() , выделявшейся на сопротивление
, выделявшейся на сопротивление ![]() (рис. 4, в) во время сварки.
(рис. 4, в) во время сварки.
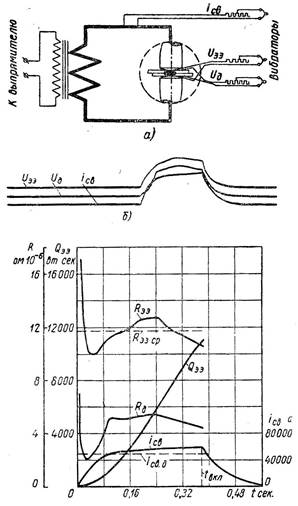
Рис. 4. Точечная сварка латуни Л62 толщиной 4+4 мм на машинах МТИП:
а – схема замеров параметров режима сварки; б –
осциллограмма сварочного тока ![]() и напряжений
и напряжений ![]() и
и ![]() ; в – график измерения величины тока, энергии и
сопротивления во время сварки.
; в – график измерения величины тока, энергии и
сопротивления во время сварки.
Начальные значения сопротивлений ![]() и
и ![]() определить по осциллограммам невозможно,
но уже через 0,01 сек после включения сварочного тока сопротивления,
уменьшаясь, достигают значения
определить по осциллограммам невозможно,
но уже через 0,01 сек после включения сварочного тока сопротивления,
уменьшаясь, достигают значения ![]() =17 мкОм,
=17 мкОм, ![]() =7 мкОм. Продолжая уменьшаться, они
почти одновременно (к моменту
=7 мкОм. Продолжая уменьшаться, они
почти одновременно (к моменту ![]() =0,04 сек.) достигают минимальных за время сварки
значений
=0,04 сек.) достигают минимальных за время сварки
значений ![]() =10 мкОм,
=10 мкОм, ![]() =2 мкОм затем они возрастают и достигают
максимальных значений через 0,2…0,24 сек после включения. В дальнейшем эти
сопротивления непрерывно уменьшаются. За время включения 0,38 сек. в среднем
=2 мкОм затем они возрастают и достигают
максимальных значений через 0,2…0,24 сек после включения. В дальнейшем эти
сопротивления непрерывно уменьшаются. За время включения 0,38 сек. в среднем ![]() =11,8 мкОм,
=11,8 мкОм, ![]() =4,5 мкОм. За время формирования
соединения на участке электрод-электрод выделилась энергия
=4,5 мкОм. За время формирования
соединения на участке электрод-электрод выделилась энергия ![]() =11000 Вт.сек, в том числе
4000 Вт.сек. выделилось на сопротивление
=11000 Вт.сек, в том числе
4000 Вт.сек. выделилось на сопротивление ![]() .
.
Сварка пакетов из нескольких листов различной толщины проводилась на режимах, близких к режимам сварки наиболее тонких листов, и дала положительные результаты.
Пакеты из нескольких листов одной и той
же толщины сваривались при ![]() и
и ![]() , принятых для пакетов из двух листов
, принятых для пакетов из двух листов ![]() был несколько меньше. Это привело к значительному
уменьшению среднего диаметра расплавленной зоны. Во всем остальном эти
соединения аналогичны соединением, полученным при сварке пакетов из двух
листов.
был несколько меньше. Это привело к значительному
уменьшению среднего диаметра расплавленной зоны. Во всем остальном эти
соединения аналогичны соединением, полученным при сварке пакетов из двух
листов.
Выводы
Машины типа МТИП, предназначенные для точечной сварки легких сплавов, с успехом могут применяться для сварки латуни.
Рекомендуемые режимы обеспечивают получение вполне доброкачественного соединения при сварке пакетов из двух или нескольких листов толщиной 2; 3; 4 и 5 мм каждый и пакетов из нескольких листов различной толщины.
Литература
1. Гельман А.С., Контактная электросварка. Машгиз, М. 1949.
2. Некрасов Б.М., Радашкович И.М., Контактная электросварка латуни, «Вестник электропромышленности» №1, 1954.
3. Зайчик Л.В. и Канин А.М., Точечные машины типа МТИП, «Сварочное производство» № 8, 1956.
Источник: журнал «Сварочное производство» №1, 1957 г.