Усталостные свойства клеесварных конструкций выполненных контактной сваркой в коррозионных средах
По современным представлениям, работоспособность любой конструкции необходимо оценивать с учетом постоянного действия коррозионных сред. Это связано с тем, что при испытании в коррозионной среде наблюдается адсорбционный эффект снижения прочности. Причем наиболее сильно эффект совместного действия нагрузки и коррозионной среды проявляется при циклических испытаниях. При напряжениях выше предела выносливости на воздухе разрушение может происходить одновременно по коррозионному и усталостному механизму. Доля чисто усталостного механизма разрушения будет тем выше, чем выше напряжения и менее агрессивна коррозионная среда. Влияние коррозионного фактора разрушения увеличивается при снижении напряжений ниже предела выносливости и становится особенно большим при напряжениях ниже предела циклической упругости металла.
Для определения влияния коррозионной среды на усталостную прочность принципиально, можно использовать три способа: I — циклические испытания при одновременном действии коррозионной среды; II — циклические ускоренные или длительные натурные коррозионные испытания перед циклическими испытаниями; III — предварительные циклические испытания (наработка) на строго определенной базе, затем длительные натурные коррозионные испытания и окончательные циклические испытания. Каждый из этих способов имеет свои преимущества и недостатки. Например, способ I обеспечивает очень быстрое получение результатов. Однако за время испытания образца в течение 2…5 суток коррозия не успевает произойти в полном объеме, особенно на образцах с защитными покрытиями. Способ III очень трудоемок, для проведения полного цикла испытаний требуется не менее двух лет.
При оценке усталостных свойств по способу I образец представлял собой две пластины из сплава Д16Т толщиной 1,5 мм, соединенные контактной точечной сваркой внахлестку. Испытания проводили при частоте нагружения 2800 циклов в минуту на базе 107 циклов с коэффициентом асимметрии r=0,1. Коррозионно-активную среду (3%-ный раствор NaCl) вводили в зону разрушения струйно-капельным методом. Результаты испытаний приведены на рис.
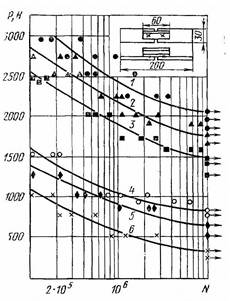
Рис. Усталостная прочность соединений из сплава Д16Т (1,5 + 1,5 мм) при испытании на воздухе и в 3%-ном растворе NaCl:
1 – клеесварные без покрытий, воздух; 2 – клеесварные с покрытием, NaCl; 3 – клеесварные без покрытий, NaCl; 4 – сварные, воздух; 5 – сварные с покрытием, NaCl; 6 – сварные без покрытий
Коррозионно-активная среда (3%-ный раствор NaCl) снизила выносливость сварных соединений почти в 3 раза при близкой стабильности результатов. Введение под нахлестку сварного соединения грунта ГФ-0114 (сварка по слою грунта) и применение защитного лакокрасочного покрытия № 2 (грунт ВЛ-02+грунт ФЛ-086 и эмаль Э-5) повысило предел выносливости соединений в 3%-ном растворе NaCl почти в 2 раза (см. кривые 5 и 6 на рис.). Применение защитного лакокрасочного покрытия для клеесварных конструкций увеличило предел выносливости соединений в 3%-ном растворе NaCl на 25…30%.
При оценке усталостных свойств по способу III образец моделировал элемент натурного соединения стрингер—обшивка и был выполнен в виде двух пластин встык с накладкой из профиля швеллерного типа. На всех образцах проводили предварительные циклические нагружения (наработку) с числом циклов 20 и 50% числа циклов до разрушения в исходном состоянии. Затем образцы с предварительной наработкой выдерживали в различных коррозионных средах: в комнатных условиях при температуре 16…22° С в течение трех лет; в условиях промышленной атмосферы средней полосы в течение трех лет; в субтропическом климате (открытая атмосфера) в течение одного года, образцы два раза в сутки опрыскивали морской водой; при полном погружении в морскую воду в течение шести месяцев. После климатических испытаний определяли выносливость образцов при пульсирующем цикле с частотой нагружений 40 Гц. Испытания проводили на горизонтальной машине УРМ-2000. Максимальные напряжения при испытании были такими же, как и в процессе предварительной наработки, а именно 70,5 и 140 МПа.
Внешний осмотр образцов, прошедших коррозионные испытания, показал, что после выдержки в комнатных условиях клеевые валики находятся в хорошем состоянии и под нахлесткой и коррозионные поражения на площади 30…60% нахлестки.
На образцах после выдержки в морской воде отмечена интенсивная коррозия по всей площади нахлестки и полное нарушение адгезии клея к металлу. Таким образом, параметры предварительной наработки оказывают значительное влияние на последующую коррозионную стойкость клеесварных соединений. Высокие предварительные нагрузки и большое число циклов испытаний приводят к появлению микродефектов в клеевых валиках, что создает благоприятные условия для проникновения в них влаги и развития коррозионных поражений.
Результаты циклических испытаний после выдержки в различных коррозионных средах приведены в табл. После выдержки в комнатных условиях число циклов до разрушения образцов с клеями ВК-1МС и К-4С уменьшилась соответственно в 1,14 и 1,19 раз, т. е. весьма незначительно.
Таблица. Результаты циклических испытаний клеесварных соединений после выдержки в различных коррозионных средах
|
Марка клея |
Среда |
Максимальное напряжение
при испытании |
Число циклов |
Отношение |
||
|
до разрушения в исходном состоянии N1 |
наработки перед коррозионными испытаниями N2 |
до разрушения после коррозионных испытаний N3 |
||||
|
ВК-1МС |
Комнатные условия |
70,5 |
620000 |
124000 |
434000 |
1,14 |
|
Промышленная атмосфера в средней полосе |
343000 |
1,4 |
||||
|
Субтропическая (открытая атмосфера) |
221000 |
2,25 |
||||
|
Морская вода |
4980 |
99,6 |
||||
|
Субтропическая (открытая атмосфера) |
310000 |
32600 |
9,48 |
|||
|
Промышленная атмосфера в средней полосе |
140 |
87000 |
6000 |
23600 |
3,33 |
|
|
К4-С |
Комнатные условия |
70,5 |
930000 |
446000 |
389350 |
1.19 |
|
То же |
185900 |
511900 |
1,45 |
|||
|
Промышленная атмосфера в средней полосе |
185900 |
600100 |
1,24 |
|||
|
140 |
89000 |
17400 |
18100 |
3,85 |
||
|
Примечания: 1. Образцы из сплава Д16Т, лист + профиль с лакокрасочным покрытием — грунт ВЛ-02 + грунт ФЛ-086. 2. Подготовка поверхности — химическое травление под сварку. |
||||||
Выдержка образцов в промышленной атмосфере привела к большему снижению их выносливости. Например, при максимальном напряжении 70,5 МПа число циклов до разрушения образцов с клеями ВК-1МС и К-4С соответственно уменьшилось в 1,4 и 1,45 раза, а при максимальном напряжении 140 МПа — уже в 3,33 и 3,85 раза.
После выдержки в условиях субтропического климата число циклов до разрушения образцов с клеем ВК-1МС уменьшилось в 2,25 раза (при предварительной наработке 20% числа циклов до разрушения в исходном состоянии) и в 9,48 раз (при предварительной наработке 50% числа циклов до разрушения в исходном состоянии). Таким образом, снижение числа циклов до разрушения определяется параметрами предварительной наработки, чем больше число циклов предварительной наработки, тем меньше число циклов до разрушения образцов после коррозионных испытаний.