Установка МСКП-3 для конденсаторной сварки тонкой проволоки
А.Ф. Малюков, В.Я. Некрасов, В.Д. Курагин (Пермский политехнический институт)
При
условии создания соответствующего оборудования стыковая сварка сопротивлением
проволоки малых сечений (диаметром до 0,5 мм) сможет найти широкое применение
для соединения проволоки при обрывах в металлоткацком производстве, при
волочении и в монтажных условиях. С этой целью в Пермском политехническом
институте разработана портативная установка типа МКСП-3 (рис. 1) для стыковой
конденсаторной сварки проволоки ![]() мм. Установка состоит из источника
питания и сварочного пистолета (рис. 2).
мм. Установка состоит из источника
питания и сварочного пистолета (рис. 2).
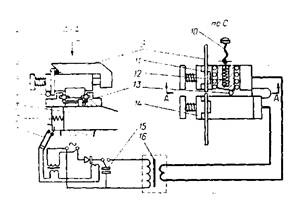
Рис. 1. Принципиальная электрокинематическая схема источника питания и сварочного приспособления.
Рис. 2. Сварочный пистолет установки.
Сварочное выносное приспособление (пистолет), представляющее собой отдельный узел, обеспечивает закрепление и соосность соединяемых концов проволоки, осадочное давление, управление источником питания и подрезку торцов проволоки. В качестве источника питания может быть использована любая стандартная машина для точечной конденсаторной сварки.
|
Технические характеристики |
|
|
Напряжение питающей сети переменного тока, В |
220 |
|
Потребляемая мощность, кВт |
0,2 |
|
Пределы регулирования емкости батареи конденсаторов (заряжаемой через выпрямитель непосредственно от сети), мкф |
160…640 |
|
Число ступеней регулирования емкости |
8 |
|
Число ступеней регулирования напряжения на батареи |
6 |
|
Число ступеней трансформации |
6 |
|
Габарит, мм: источника питания пистолета |
450×350×320 135×60 |
|
Вес, кг источника питания пистолета |
18 0,475 |
|
Механизм осадки |
пружинный |
|
Пределы регулирования давления, кг |
0,05…1,0 |
|
Диапазон толщин свариваемых проволок, мм: из медных сплавов из хромоникелевых сплавов |
0,2…0,5 0,2…0,8 |
Концы свариваемой проволоки зажимаются на двух колодках пистолета. Правая колодка 14 (рис. 1) установлена неподвижно, левая 11 может двигаться на шариковых направляющих, осуществляя осадку стыка при сварке. Зажим осуществляется следующим образом. При нажатии на кнопку 5 ползун 8 перемещается вперед и освобождает выдвижной упор 7, который поднимается пружинкой 4. Свариваемая проволока 9 вставляется в пространство между упором и скосом ползуна так, чтобы ее конец был примерно в середине зазора между колодками 11 и 14. Далее кнопка отпускается, и ползун, двигаясь под действием пружины 6, прижимается к упору и при дальнейшем перемещении своим скосом отводит упор вниз до тех пор, пока скос не упрется в установленную проволоку. При этом она оказывается зажатой в трехгранном отверстии, образованном плоскостями скоса ползуна, выдвижного упора и колодки 11. Так же зажимается другой конец проволоки, который устанавливается на колодку 14 и приводится в соприкосновение с первым, уже зажатым концом.
Сварка производится при нажиме на спуск 3. При этом штифт 13 скользит по скосу подвижной колодки и позволяет пружине 12 сжать концы свариваемой проволоки. Усилие осадки регулируется винтом 10. В конце своего хода, когда стык проволок сжат с нужным усилием, спуск замыкает контакты 1, установленные в рукоятке пистолета. Батарея конденсаторов 15 разряжается через сварочный трансформатор 16. Осадка свариваемого стыка осуществляется при движении колодки 11 под действием пружины 12. Колодка движется до соприкосновения с упором.
|
Материал проволоки |
|
Основной металл |
Сварное соединение |
Место разрушения |
||
|
Разрывное усилие, кг |
|
Разрывное усилие, кГ |
|
|||
|
Бр.ОФ6,5-0,4 |
0,22 |
1,634 |
60 |
1,583 |
56 |
Зона термического влияния |
|
Бр.ОФ6,5-0,4 |
0,23 |
1,787 |
60 |
1,740 |
58 |
|
|
Х18Н9Т |
0,25 |
4,420 |
25 |
3,460 |
20 |
|
|
Примечание. Приведены среднеарифметические величины из десяти замеров. |
||||||
После сварки нажимом на обе кнопки 5 сваренная проволока освобождается. Пружина 2 возвращает спуск и колодку 11 в исходное положение.
В таблице приведены результаты механических испытаний сварных соединений проволок из бронзы и нержавеющей стали.
Стабильное качество соединений достигается только в том случае, если перед сваркой был обеспечен хороший торцевой срез проволоки перпендикулярно ее оси. Конструкция пистолета позволяет осуществлять подрезку концов проволоки в соответствии с этим требованием.
Источник: журнал «Автоматическая сварка», 1971г., № 8