Выбор способа стыковой сварки, конструкции соединений и подготовка деталей к сварке
Технологический процесс стыковой сварки определяется чертежом, техническими условиями на изготовление и приемку, программой выпуска изделий.
Способ стыковой сварки выбирается в зависимости от формы и сечения деталей, марки металла, требований к качеству соединений.
Сваркой сопротивлением обычно соединяют детали небольшого, как правило круглого, сечения (не более 200 мм2) из низкоуглеродистых сталей, а также алюминия и меди (до 100 мм2). Детали большего сечения сваривают по схеме принудительного формирования или в среде защитных газов.
В связи с невысокой прочностью соединений (трудности удаления оксидов), необходимостью применения повышенной электрической мощности (высокая средняя плотность тока) и большими затратами труда на подготовку торцов сварка сопротивлением имеет относительно ограниченное применение.
Наиболее широко применяют сварку непрерывным оплавлением и оплавлением с подогревом. Сварка оплавлением обеспечивает высокое качество соединений при меньших затратах электрической мощности и трудоемкости на досварочные операции.
Непрерывным оплавлением сваривают детали с компактным сечением до 1000 мм2 (из низкоуглеродистой стали) и детали несколько большего сечения с развитым периметром (трубы, листы и др.).
Область рационального применения сварки оплавлением с подогревом сопротивлением ограничивается сечениями 500…10000 мм2. При больших сечениях неравномерность нагрева по сечению приводит к снижению стабильности качества соединений. Кроме того, резко возрастает необходимая мощность оборудования.
Детали с площадью сечения 5000…40000 мм2 сваривают непрерывным оплавлением на машинах с программным управлением напряжением сварочного трансформатора и скоростью подачи подвижного зажима.
Высокой эффективностью обладает способ стыковой сварки импульсным оплавлением, который позволяет сваривать стальные заготовки сечением до 200000 мм2 и получать качественные соединения из различных трудносвариваемых металлов.
Торцы деталей, подлежащие стыковой сварке, должны быть рационально сконструированы. Во-первых, необходимо создать условия для равномерного нагрева и по возможности одинаковой пластической деформации при осадке (рис. 1, 2). Во-вторых (особенно при сварке сопротивлением), обеспечить защиту торцов от окисления и облегчить вытеснение окисленного металла из рабочей зоны шва (рис. 1). В-третьих, форма деталей должна обеспечить надежное закрепление их в зажимах сварочной машины и токоподвод вблизи зоны сварки. Форму и размеры сечения торцов заготовок следует выполнять примерно одинаковыми. Различие в диаметрах не должно превышать 15 %, а по толщине 10 %.
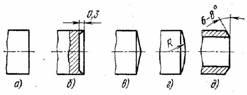
Рис. 1. Форма торцов деталей для сварки сопротивлением:
а — плоская поверхность (требует точной подгонки);
б — кольцевой выступ (обеспечивает локальное тепловыделение и ограничивает поступление воздуха к стыку);
в—д — конус или сфера (локализуют нагрев)
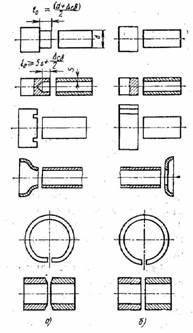
Рис. 2. Форма торцов деталей для сварки оплавлением:
а — рациональная;
б — нерациональная (![]() — суммарное укорочение деталей при
сварке)
— суммарное укорочение деталей при
сварке)
Подготовка деталей к сварке заключается в получении определенной формы торцов, очистке их поверхности и поверхности деталей, правильной установке торцов перед началом сварки. Торцы деталей получают механической резкой на ножницах, пилах, металлорежущих станках, горячей или холодной высадкой на прессах, а также с помощью плазменной и газовой резки с последующим удалением шлака.
Токоподводящие участки деталей и торцов очищают различными механическими способами и травлением.
При сварке сопротивлением (вследствие
трудности обновления поверхности) требуется более тщательная установка деталей
при сборке, чем при сварке оплавлением. Так, зазор между торцами при сварке
сопротивлением не допускается более 0,5 мм. При сварке оплавлением он может
быть большим (до 15 % ![]() ). При сварке развитых сечений
требования к качеству сборки, в частности, к взаимной параллельности торцовых
поверхностей деталей, ужесточаются.
). При сварке развитых сечений
требования к качеству сборки, в частности, к взаимной параллельности торцовых
поверхностей деталей, ужесточаются.