Измерение действующего значения тока за время сварки в машинах контактной сварки
В тех случаях, когда величина тока по
программе неизменна, и саморегулирование машины не влияет существенно на
процесс, а другие параметры процесса заданы (![]() ,
, ![]() ,
, ![]() ) можно в среднем оценить действующее
значение сварочного тока. Для этого используют прибор АСТ-2, который для
выполнения измерений требует многократного повторения циклов включения тока.
) можно в среднем оценить действующее
значение сварочного тока. Для этого используют прибор АСТ-2, который для
выполнения измерений требует многократного повторения циклов включения тока.
Схема прибора показана на рис. Датчиком
прибора является тороидальная катушка, сигнал которой ![]() интегрируется пассивной
интегрируется пассивной ![]() -цепочкой.
Напряжение
-цепочкой.
Напряжение ![]() с конденсатора С поступает на
купроксные диоды Д2, с вольт-амперной характеристикой, приближающейся к
квадратичной. Ток через диоды Д2 измеряется стрелочным прибором. Известно, что
показания магнитоэлектрического прибора, соответствуют среднему значению тока
с конденсатора С поступает на
купроксные диоды Д2, с вольт-амперной характеристикой, приближающейся к
квадратичной. Ток через диоды Д2 измеряется стрелочным прибором. Известно, что
показания магнитоэлектрического прибора, соответствуют среднему значению тока
![]() .
.
где
![]() — ток рамки прибора;
— ток рамки прибора; ![]() — период тока. Ток
— период тока. Ток
![]() пропорционален квадратичному значению
сварочного тока
пропорционален квадратичному значению
сварочного тока
![]() ,
,
поэтому показания стрелочного прибора соответствуют квадрату действующего значения сварочного тока
![]() .
.
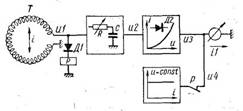
Рис. Структурная схема прибора АСТ-2
Продолжительность успокоения
электромеханической системы стрелочного прибора значительно больше
продолжительности действия сварочного тока. Поэтому в моменты времени, когда
сварочный ток отсутствует, на рамку стрелочного прибора подается постоянный ток
от стабильного источника (![]() ). Источник подключается контактами реле
Р, которое срабатывает под воздействием сигнала с тороида через диод Д1.
). Источник подключается контактами реле
Р, которое срабатывает под воздействием сигнала с тороида через диод Д1.
Изменяя масштаб преобразований с помощью
резистора R, можно добиться равенства отклонений стрелки от измеряемого сигнала
и эталонного, образованного стабилизированным источником питания ![]() . При достижении равенства положение
движка резистора R будет зависеть только от действующего значения сварочного
тока. Если движок резистора R совместить с лимбом и протарировать всю систему,
то по положению лимба можно достаточно точно оценить величину сварочного тока.
. При достижении равенства положение
движка резистора R будет зависеть только от действующего значения сварочного
тока. Если движок резистора R совместить с лимбом и протарировать всю систему,
то по положению лимба можно достаточно точно оценить величину сварочного тока.