Непровар при стыковой сварке
Непровар — полное или частичное отсутствие металлической связи из-за оставшейся невыдавленной из стыка оксидной пленки, а также из-за отсутствия образования общих пограничных зерен металла, несмотря на удаление оксидов. Непровар снижает пластичность и прочность соединения.
Большое влияние на пластичность соединений оказывает характер оксидных включений. В изломах дефектных соединений из низкоуглеродистой стали оксидные включения (Fe3O4) имеют скругленные границы и почти не имеют разрывов (см. рис.). Это связано со способностью оксидов железа, отличающихся сравнительно небольшой температурой плавления, растекаться в плоскости стыка при осадке. При испытании на изгиб соединений с такими оксидными включениями (темные участки на рис.) наблюдается резкое снижение угла изгиба.
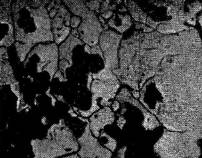
Рис. Электронные микрофрактограммы изломов соединений, сваренных непрерывным оплавлением. Сталь 20 (× 10000). Видны сплошные темные участки оксидов
Вероятность образования непровара возрастает при сварке легированных сталей и сплавов, содержащих элементы, образующие тугоплавкие оксиды, которые в момент осадки находятся в твердом состоянии и по тем или другим причинам остались в соединении.
Причина непровара при отсутствии оксидов — недостаточный; нагрев торцов. В изломах таких холодных стыков наблюдается; хрупкое межзеренное разрушение.
Параметры режима оплавления следует выбирать из условия отсутствия глубоких кратеров и существования перед осадкой равномерного слоя расплавленного металла на торцах. Соблюдение этих требований облегчает удаление оксидов и способствует образованию общих пограничных зерен металла.