Образование остаточных напряжений
В стадии охлаждения в зоне сварки (этап III) возникает сложнонапряженное состояние металла из-за несвободной усадки и действия усилия сжатия.
Характер распределения внутренних
напряжений изменяется во времени, так как зависит не только от усадки и
внешнего давления, но и от сопротивления пластической деформации металла. В
начале охлаждения или при относительно малом значении ![]() усадка вдоль оси
усадка вдоль оси ![]() в значительной мере компенсируется деформацией
металла от
в значительной мере компенсируется деформацией
металла от ![]() , и при точечной сварке в этом направлении
растягивающие напряжения невелики, а в приэлектродной области часто
обнаруживаются остаточные сжимающие напряжения.
, и при точечной сварке в этом направлении
растягивающие напряжения невелики, а в приэлектродной области часто
обнаруживаются остаточные сжимающие напряжения.
Усадка в продольном направлении (вдоль
оси ![]() ) практически не остается некомпенсированной, так
как за счет охлаждения вокруг литого ядра образуется своеобразный жесткий каркас,
препятствующий деформации от внешнего усилия в этом направлении. Поэтому в
центральной части зоны сварки получают развитие процессы образования остаточных
радиальных
) практически не остается некомпенсированной, так
как за счет охлаждения вокруг литого ядра образуется своеобразный жесткий каркас,
препятствующий деформации от внешнего усилия в этом направлении. Поэтому в
центральной части зоны сварки получают развитие процессы образования остаточных
радиальных ![]() и окружных
и окружных ![]() напряжений (рис. 1).
напряжений (рис. 1).
Механизм образования этих напряжений
можно пояснить следующей схемой. При охлаждении внутренние слои, например, в
виде кольца стремятся укоротиться, однако соседние наружные более холодные слои
препятствуют этому, и в них образуются остаточные растягивающие напряжения ![]() и
и ![]() . При удалении от ядра температура и величина усадки
снижаются, растягивающие напряжения уменьшаются до нуля. На значительном
расстоянии
. При удалении от ядра температура и величина усадки
снижаются, растягивающие напряжения уменьшаются до нуля. На значительном
расстоянии ![]() меняют свой знак и превращаются в сжимающие.
Следует иметь в виду, что при охлаждении остаточные растягивающие напряжения
могут превышать
меняют свой знак и превращаются в сжимающие.
Следует иметь в виду, что при охлаждении остаточные растягивающие напряжения
могут превышать ![]() . После полного охлаждения уровень напряжений меньше
. После полного охлаждения уровень напряжений меньше
![]() , например, при точечной сварке деталей из сплава
АМг6 они достигали 0,4…0,5
, например, при точечной сварке деталей из сплава
АМг6 они достигали 0,4…0,5![]() .
.
Если по мере охлаждения зоны сварки за
счет увеличения внешнего давления вызвать дополнительную пластическую деформацию
металла и тем самым обеспечить компенсацию усадочных процессов, можно снизить и
даже преобразовать растягивающие напряжения ![]() и
и ![]() в сжимающие. Это практически реализуется путем
плавного или ступенчатого повышения усилия сжатия до
в сжимающие. Это практически реализуется путем
плавного или ступенчатого повышения усилия сжатия до ![]() (рис. 2).
(рис. 2).
При использовании постоянного усилия ![]() растягивающие напряжения
растягивающие напряжения ![]() на пояске (точка А) образуются при температуре
пластического состояния металла (например, для углеродистой стали 600 °С) и
развиваются до полного охлаждения околошовной зоны. Однако, если через
определенный промежуток времени
на пояске (точка А) образуются при температуре
пластического состояния металла (например, для углеродистой стали 600 °С) и
развиваются до полного охлаждения околошовной зоны. Однако, если через
определенный промежуток времени ![]() (точка Б) повысить усилие
(точка Б) повысить усилие ![]() до
до ![]() или давление с
или давление с ![]() до
до ![]() то остаточные напряжения
то остаточные напряжения ![]() в зоне сварки будут преимущественно сжимающими.
Наилучшим, но трудно выполнимым пока в сварочных машинах вариантом является
плавное изменение усилия
в зоне сварки будут преимущественно сжимающими.
Наилучшим, но трудно выполнимым пока в сварочных машинах вариантом является
плавное изменение усилия ![]() , при котором можно получить постоянное давление на
охлаждающийся металл (
, при котором можно получить постоянное давление на
охлаждающийся металл (![]() ) и сжимающие остаточные напряжения
) и сжимающие остаточные напряжения ![]() .
.
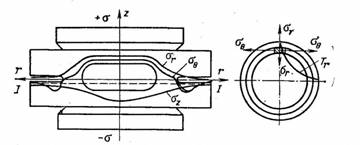
Рис. 1. Остаточные напряжения после точечной сварки
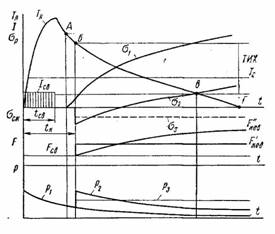
Рис. 2. Схема напряженного состояния металла не стадии охлаждения;
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() — средние давления и остаточные напряжения
соответственно при отсутствии ковочного усилия (
— средние давления и остаточные напряжения
соответственно при отсутствии ковочного усилия (![]() ) ступенчатом его изменении (
) ступенчатом его изменении (![]() ) и плавном увеличении (
) и плавном увеличении (![]() )
)
Уменьшить количество усадочных дефектов
можно также снижением ![]() путем замедленного охлаждения при использовании
подогрева током, что дает возможность снизить
путем замедленного охлаждения при использовании
подогрева током, что дает возможность снизить ![]() , например, при точечной сварке алюминиевых сплавов
на низкочастотных машинах и машинах постоянного тока до 20 % и более.
, например, при точечной сварке алюминиевых сплавов
на низкочастотных машинах и машинах постоянного тока до 20 % и более.
Так как образование остаточных напряжений
за счет усадки продолжается до полного охлаждения, то становится значимым время
проковки. При точечной сварке стали 09Г2С толщиной 6+6 мм увеличением этого
времени с 0,5 до 7 с удается повысить предел выносливости при многоцикловой
нагрузке с 60 до 120 МПа. При сварке малых толщин (до 1 мм) обеспечить
необходимую для снижения остаточных растягивающих напряжений деформацию можно
без приложения ![]() .
.