Основные параметры процесса точечной и шовной сварки
Основными программируемыми параметрами процесса точечной или роликовой сварки являются ток, усилие сжатия электродов, продолжительность их действия и геометрия рабочей поверхности электродов. Параметры процесса, как принято, будем считать заданными, если они указаны для единичного цикла формировании отдельной сварной точки как в случае точечной, так и роликовой сварки. В связи с тем, что получение сварного соединения с заданными прочностными свойствами, в большинстве случаев, тождественно получению соединения и заданными размерами зоны расплавления, диаметр ядра и проплавление будем применять в качестве критерии качества процесса. Это позволяет исключать из рассмотрения конструкцию сварного узла, металлургические Особенности формирования соединения и т.п.
Известно, что при роликовой и точечной сварке возможно достаточно большое сочетание величин тока и усилии, которые удовлетворяют задаче формирования литого ядра с заданными размерами. Это свидетельствует о том, что параметры процесса неоднозначно зависят от свойств свариваемого металла и его толщины. Их величина и поле допуска зависят от режима сварки и применяемого оборудовании. В ряде случаев именно оборудование предопределяет режим сварки. При всех прочих равных условиях, как стабильность свойств металла, качество его подготовки, идентичность электродов и др., наиболее стабильные результаты по сварке многих металлов поручаются на машинах, работающих с использованием энергии, запасенной в конденсаторах. Если режимы сварки, характерные для конденсаторных машин, применять при сварке на низкочастотных машинах, то результаты будут нестабильными. Допуск на разброс величины тока и продолжительность его действия, автоматически заданные исходя из режима сварки на конденсаторной машине, не могут быть выдержаны при сварке на низкочастотной машине. Поэтому для ослабления тесноты связи с размерами ядра тех параметров процесса, которыми в данной ситуации точно управлять не удается, режим сварки изменяют, удовлетворяя минимальным требованиям, предъявляемым к качеству. В приведенном примере нестабильность амплитуды тока и продолжительности его действия компенсируется тем, что переходят к мягким режимам, т.е. снижают несколько амплитуду тока и увеличивают продолжительность его действия. Такое изменение не является улучшением, несмотря на увеличение допуска на амплитуду тока и продолжительность его действия, так как более жесткими становятся требования к другим параметрам процесса, например к геометрии рабочей поверхности электродов. Кроме того, увеличивается частота заправки электродов, уменьшается их стойкость.
Предпочтительные, рекомендованные режимы отражают как свойства свариваемых металлов, так и возможности по управлению процессом, т.е. преимущества и недостатки имеющегося оборудования. В связи с тем, что обоснование и выбор режима сварки является самостоятельной задачей, способы решения которой достаточно полно рассмотрены в литературе, будем считать режимы сварки заданными. Допустимые отклонения параметром процесса примем равными тем отклонениям, которые разрешаются для оборудования контактной сварки.
Существует много технических приемов задания параметров процесса через параметры цикла, в том числе от дельных интервалов времени между командами на исполнительные устройства сварочной машины. Однако с точки зрения обеспечения технологического цикла сварки отдельной точки можно выделить самостоятельные этапы, отвлекаясь от технических особенностей устройств управления.
Циклограмма, приведенная на рис. 1,
отражает особенности задания параметров процесса через параметры цикла. Можно
считать, что каждый этап и соответственно каждая величина, характеризующая его,
является самостоятельным параметром, так как имеет отличное целевое назначение.
Очевидно, что на отдельных этапах цикла ![]() величины допусков для тока и усилия
будут различными. Время
величины допусков для тока и усилия
будут различными. Время ![]() необходимо для того, чтобы электроды машины
успели переместиться и сжать металл с вполне определенным усилием. На этом
этапе к устройствам, отсчитывающим интервал времени, не предъявляется жестких
требований. Аналогично, в тех случаях, когда применяется предварительное,
обжатие, интервал, в течение которого электроды вжимают металл с повышенным
усилием
необходимо для того, чтобы электроды машины
успели переместиться и сжать металл с вполне определенным усилием. На этом
этапе к устройствам, отсчитывающим интервал времени, не предъявляется жестких
требований. Аналогично, в тех случаях, когда применяется предварительное,
обжатие, интервал, в течение которого электроды вжимают металл с повышенным
усилием ![]() , также можно выдерживать с невысокой
точностью. Эти требовании распространяются и на устройства, задающие время
сжатии металла по окончании действия тока а также на интервал, соответствующий
разомкнутому состоянию электродов
, также можно выдерживать с невысокой
точностью. Эти требовании распространяются и на устройства, задающие время
сжатии металла по окончании действия тока а также на интервал, соответствующий
разомкнутому состоянию электродов ![]() . Как правило, указанные интервалы цикла
в условиях производства не контролируются. Установившими усилия сжатия
электродов
. Как правило, указанные интервалы цикла
в условиях производства не контролируются. Установившими усилия сжатия
электродов ![]() и
и ![]() оказывают существенное влияние на
качество сварных соединений и поэтому подлежат обязательному контролю, хотя
допустимые отклонения их от заданного значения для
оказывают существенное влияние на
качество сварных соединений и поэтому подлежат обязательному контролю, хотя
допустимые отклонения их от заданного значения для ![]() ,
, ![]() ,
, ![]() различны.
различны.
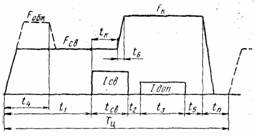
Рис. 1. Типичная циклограмма процесса точечной сварки
Длительность ![]() нарастания ковочного усилия является одной
из основных характеристик привода усилия сжатия электродов и может оказывать
сильное влияние на образовании макродефектов в литой зоне соединения. Вследствие
инерционности механизма сжатия электродов основное стремление состоит в
увеличении скорости нарастания усилия
нарастания ковочного усилия является одной
из основных характеристик привода усилия сжатия электродов и может оказывать
сильное влияние на образовании макродефектов в литой зоне соединения. Вследствие
инерционности механизма сжатия электродов основное стремление состоит в
увеличении скорости нарастания усилия ![]() . У лучших образцов машин
. У лучших образцов машин ![]() составляет не более 0,02 сек, считая от
момента подачи команды на исполнительный механизм до момента времени, когда
составляет не более 0,02 сек, считая от
момента подачи команды на исполнительный механизм до момента времени, когда ![]() достигло уровня 2/3 от
достигло уровня 2/3 от ![]() установившегося. Важным параметром
цикла является интервал
установившегося. Важным параметром
цикла является интервал ![]() , определяющий момент включении ковочного
усилия
, определяющий момент включении ковочного
усилия ![]() по отношению к импульсу сварочного тока
по отношению к импульсу сварочного тока
![]() . В связи с тем, что даже относительно
малая нестабильность этих параметров цикла существенно влияет на качество соединения,
их необходимо периодически контролировать.
. В связи с тем, что даже относительно
малая нестабильность этих параметров цикла существенно влияет на качество соединения,
их необходимо периодически контролировать.
Особое значение имеют временные
интервалы цикла ![]() ,
, ![]() и
и ![]() , характеризующие программу изменения
тока, а также величины тока
, характеризующие программу изменения
тока, а также величины тока ![]() и
и ![]() . Однако точность зада ния параметров
цикла
. Однако точность зада ния параметров
цикла ![]() и
и ![]() ,
, ![]() может быть меньше, чем
может быть меньше, чем ![]() и
и ![]() .
.
В результате исследовательских работ и производственного опыта по точечной и роликовой сварке установлено, что в большинстве случаев можно принять следующую необходимую точность (в %) воспроизведения сварочной машиной основных этапов цикла (см. рис. 1):
|
Величина
сварочного тока, |
|
|
Длительность
импульса сварочного тока, |
|
|
Величина
дополнительного импульса тока, |
|
|
Длительность
дополнительного импульса тока, |
|
|
Пауза
между импульсами, |
|
|
Включение
ковочного усилия, |
|
|
Пауза между импульсами при роликовой сварке |
|
|
Сварочное
усилие, |
|
|
Ковочное
усилие, |
|
Приведенные значения допустимых отклонений параметров справедливы для тех случаев, когда сварка осуществляется на режимах, оцениваемых как предпочтительные. Все случайные отклонения параметров должны находиться внутри поля допуска. Предполагается, что распределение плотности вероятных отклонений близко к нормальному распределению. Применяя контрольно-измерительную аппаратуру и статистически обрабатывая данные измерений, можно в каждом конкретном случае в зависимости от ответственности данного изделия задаться числом допустимых предельных отклонений параметров. Ориентировочно в среднем число точек, при котором любой из параметров принимает один раз предельное допустимое значение, не должно быть слишком большим, например, 1 раз на 100…200 точек. Малое допустимое среднеквадратичное отклонение параметров процесса объясняется тем, что вероятность брака зависит от совокупности отклонений всех параметров процесса в целом. Кроме того, сварочное оборудование, как правило, является универсальным и рассчитывают его так, чтобы можно было сваривать детали не только из одного конкретного металла, а из совокупности металлов, для каждого из которых требования к точности задания хотя бы одного параметра были наиболее высокими. Обычно, в реальных условиях указанные предельные отклонения параметров не приводят к браку.
Например, на рис. 2 приведены частные
данные, характеризующие стабильность процесса сварки деталей толщиной 1,5+1,5
мм из сплава Д16. Предельные отклонения параметров процесса, вызывающие
недопустимое снижение качества сварки, находятся вне поля допуска, указанного
выше. Предположим, что разброс параметров сварочной машины не превышает границы
допуска. Ситуации, при которой возможно недопустимое снижение качества,
возникает лишь в том случае, когда два или большее число параметров
одновременно принимают предельно допустимые значения. Равновероятны такие
неблагоприятные события: ![]() уменьшился на 5%,
уменьшился на 5%, ![]() возросло на 10%;
возросло на 10%; ![]() возрос на 5%,
возрос на 5%, ![]() увеличилось на 10%;
увеличилось на 10%; ![]() и
и ![]() возросли на 5%;
возросли на 5%; ![]() и
и ![]() уменьшились на 5%;
уменьшились на 5%; ![]() возросло на 10%,
возросло на 10%, ![]() уменьшилось на 5%;
уменьшилось на 5%; ![]() уменьшилось на 10%,
уменьшилось на 10%, ![]() увеличилось на 5%;
увеличилось на 5%; ![]() уменьшилось на 15%,
уменьшилось на 15%, ![]() увеличилось на 5%;
увеличилось на 5%; ![]() уменьшился на 5%, радиус электродов
увеличился с 75 до 200 мм;
уменьшился на 5%, радиус электродов
увеличился с 75 до 200 мм; ![]() увеличилось на 10%, а радиус электродов
увеличился с 75 до 200 мм. Пусть, вероятность того, что в названных ситуациях возникает
брак, равна 0,5, а предельные отклонения параметров процесса случаются в
среднем 1 раз на 50 точек. Тогда на каждую тысячу точек в среднем хотя бы две точки
не будут соответствовать принятому стандарту.
увеличилось на 10%, а радиус электродов
увеличился с 75 до 200 мм. Пусть, вероятность того, что в названных ситуациях возникает
брак, равна 0,5, а предельные отклонения параметров процесса случаются в
среднем 1 раз на 50 точек. Тогда на каждую тысячу точек в среднем хотя бы две точки
не будут соответствовать принятому стандарту.
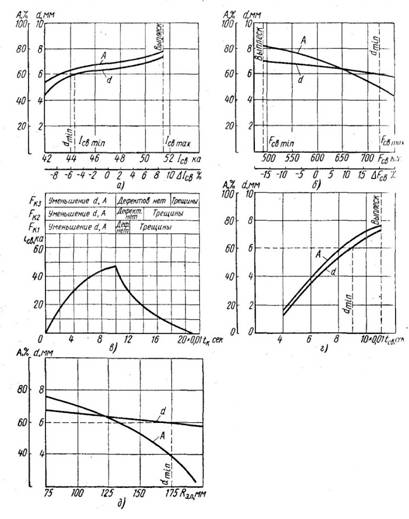
Рис. 2. Зависимость размерен литого ядра от изменений параметров режима (материал Д16АТ, толщина 1,5+1,5 мм):
а — от амплитуды тока ![]() ;
;
б — от усилия сжатия электродов ![]() ;
;
в — от величины ковочного усилии ![]() и времени его включения
и времени его включения ![]() ;
; ![]() кгс;
кгс; ![]() кгс;
кгс; ![]() кгс;
кгс;
е — от времени действия тока ![]() ;
;
д — от радиуса электродов ![]()
Предположим, что на 200 точек случается одно отклонение каждого параметра, выходящее за границы допуска и с вероятностью 0,9 можно утверждать, что при этом появляется брак. Тогда вероятность появления брака резко возрастает и составляет примерно 3% от общего числа точек.
Возможные случайные отклонения в подготовительных операциях, например ухудшилось качество травления поверхности, плоха подгонка деталей, имеет место разнотолщинность, металла, изменились его физические свойства, способствуют увеличению общего числа случаев брака.
При статистическом анализе производства
деталей из сплава АМг6 наблюдался разброс параметров процесса, оцениваемый
среднеквадратичными отклонениями: ![]() ;
; ![]() , рабочей поверхности электродов
, рабочей поверхности электродов ![]() , сопротивления деталей после травления
, сопротивления деталей после травления ![]() . Количество точек, не соответствующие
принятому стандарту, составило 5% общего числа точек. Очевидно, что к
измерительной и контрольной аппаратуре предъявляются весьма высокие требования
по точности, так как предельно допустимые отклонения параметром в ряде случаев
менее 5%. Измерительная аппаратура должна обеспечивать точность на несколько
классов выше. К сожалению, при разработке даже специализированной аппаратуры не
всегда удается полностью удовлетворить эти требования. Поэтому при рассмотрении
приборов и устройств высказаны замечания о целевом назначении и области
применения отдельных устройств, которые имеют несколько худшие показатели
точности, и не удовлетворяют решению вопроса в целом, но с успехом могут применятся
при решении частных задач.
. Количество точек, не соответствующие
принятому стандарту, составило 5% общего числа точек. Очевидно, что к
измерительной и контрольной аппаратуре предъявляются весьма высокие требования
по точности, так как предельно допустимые отклонения параметром в ряде случаев
менее 5%. Измерительная аппаратура должна обеспечивать точность на несколько
классов выше. К сожалению, при разработке даже специализированной аппаратуры не
всегда удается полностью удовлетворить эти требования. Поэтому при рассмотрении
приборов и устройств высказаны замечания о целевом назначении и области
применения отдельных устройств, которые имеют несколько худшие показатели
точности, и не удовлетворяют решению вопроса в целом, но с успехом могут применятся
при решении частных задач.