Особенности объемной пластической деформации при шовной и рельефной сварке
При выполнении первой точки шва характер пластической деформации такой же, как при точечной сварке. Однако при сварке следующих точек перед роликом металл деформируется в зазор, как и при точечной сварке, а позади ролика металл вытесняется под ролик (рис. 1, а), как и в случае нагрева целой пластины (рис. 1, б). На поверхности шва образуется серповидный рельеф. Вследствие относительно высокого теплосодержания зоны соединения при шовной сварке общая степень пластической деформации и размеры уплотняющего пояска больше. Это дает возможность несколько уменьшить время сварки и усилия по сравнению с режимами точечной сварки.
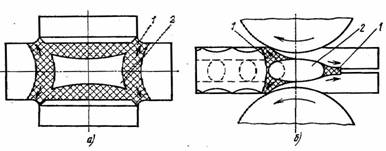
Рис. 1. Направление пластической деформации:
а — нагрев целой пластины;
б — шовная сварка герметичных швов: 1 — зона интенсивной деформации; 2 — расплавленный металл
С другой стороны, деформация поверхностных слоев металла приводит к ускоренному износу роликов. Пластическая деформация может оказать благоприятное влияние на плотность шва. Так, при сварке последующих точек и повторном нагреве несплошности (раковины) в предыдущих точках могут заполняться деформируемым в эти несплошности металлом.
При рельефной сварке отмечается интенсивная деформация (осадка) рельефа на первом и особенно на втором этапе формирования соединений. При рельефной сварке в твердом состоянии стремятся обеспечить большую степень пластической деформации в радиальном направлении в контакте деталь—деталь, что способствует очистке поверхности и образованию металлических связей (рис. 2, а). Одновременно происходит деформация вдоль оси г и заполнение впадины под электродом. Обычно соединение в твердом состоянии образуется по кольцу по периферии контакта. Дальнейший нагрев металла приводит к образованию ядра по обычной схеме точечной сварки (рис. 2, б). Рельеф при этом полностью деформируется, но под электродами остаются небольшие вмятины.
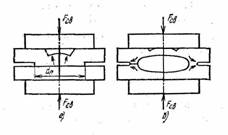
Рис. 2. Пластическая деформация металла при рельефной сварке:
а — вначале процесса;
б — в конце процесса