Шовно-стыковая сварка
По сравнению с обычным соединением внахлестку шовно-стыковое (см. рис.) позволяет уменьшить массу узла, снизить остаточные напряжения и повысить усталостную прочность. Не возникает проблемы щелевой коррозии и загрязнения электродов. В ряде случаев такой способ сварки заменяет методы сварки плавлением.
Детали собирают в приспособлении для точной установки и сжатия кромок с зазорами между ними менее 0,2s. В этом же приспособлении их сваривают, используя циклограмму б и режимы, близкие к режимам сварки внахлестку. Для увеличения проплавления деталей (до 100 %), защиты роликов, утолщения шва и получения прочности на уровне основного материала между роликами и деталями помещают тонкую ленту из материала деталей. Толщина ленты составляет 0,2…0,3 мм, а ширина на 30 % меньше ширины литой зоны. Такие соединения главным образом применяют для сталей (в том числе с легкоплавкими покрытиями) и титановых сплавов толщиной до 3 мм.
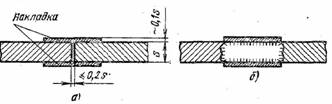
Рис. Шовно-стыковое соединение листов: а — до сварки; б — после сварки