Сварочный контур машин контактной сварки
Сварочный контур — это система токоведущих элементов и электрических контактов, обеспечивающих подвод тока от вторичного витка трансформатора к свариваемым деталям.
В машинах точечной сварки контур
состоит из консолей, электрододержателей, гибких и жестких шин, электродов, а
также ряда других элементов. Размеры и конструкция элементов сварочного контура
зависят от типа машины, сварочного тока и усилия сжатия, рабочего пространства
(вылет и раствор). Чем дальше расположен трансформатор от электродов, тем
больше вылет![]() и тем больше размеры деталей, которые
могут быть сварены на данной машине без кантования. Однако увеличение вылета
и тем больше размеры деталей, которые
могут быть сварены на данной машине без кантования. Однако увеличение вылета ![]() и раствора
и раствора ![]() вызывает рост
сопротивления вторичного контура и мощности, забираемой из сети. Поэтому
вызывает рост
сопротивления вторичного контура и мощности, забираемой из сети. Поэтому ![]() вполне
определенна для каждой машины и должна соответствовать стандарту или
техническому условию на машины, например, 300, 500, 800, 1200, 1500, 1700 мм.
вполне
определенна для каждой машины и должна соответствовать стандарту или
техническому условию на машины, например, 300, 500, 800, 1200, 1500, 1700 мм.
Верхнюю консоль изготовляют либо в виде короткого цилиндрического стержня, либо в виде жесткой шины с гнездом крепления электрододержателя. В первом случае она воспринимает изгибающий момент от усилия сжатия, во втором — выполняет лишь функцию токоподвода, а изгибающий момент воспринимается ползуном и корпусом машины. Через гибкие и жесткие шины верхняя консоль соединена со сварочным трансформатором.
Нижняя консоль (рис. 1), соединенная гибкими шинами с трансформатором, подводит ток к электрододержателю. В машинах малой мощности она является одновременно и элементом, воспринимающим нагрузку от усилия сжатия. В современных машинах средней и большой мощности ее полностью или частично разгружают нижним кронштейном.
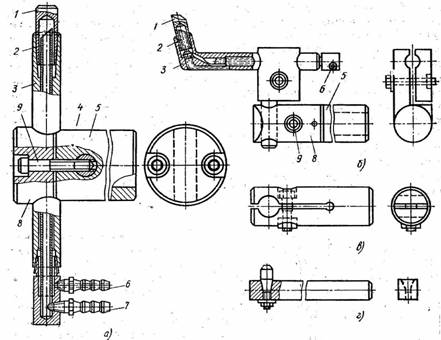
Рис. 1. Консоли и электрододержатели машин точечной сварки различной мощности:
а — большой;
б — средней;
в — малой;
г — для микросварки
Консоли изготовляют из меди, высокоэлектропроводящих бронз цилиндрической или плоской формы обычно с внутренним водяным охлаждением (рис. 1, а, б). Консоли небольших машин, особенно для микросварки, имеют естественное (воздушное) охлаждение (рис. 1, в, г).
Нижняя цилиндрическая консоль, закрепленная в токоведущем контакте, имеет возможность поворота вокруг оси и перемещения в продольном направлении (примерно на 10 % ее длины). Это облегчает регулировку соосности электродов и переналадку машины в зависимости от формы свариваемых узлов. Кроме того, нижнюю консоль вместе с нижним кронштейном можно перемещать вверх-вниз ступенчато (на шаг болтов) или плавно.
Жесткость силовых элементов (консолей,
кронштейнов, стенок корпуса) в машинах точечной, рельефной и шовной сварки
оценивают упругим вертикальным смещением электродов при номинальном усилии
сжатия. При ![]() мм смещение не должно превышать 1 мм,
при
мм смещение не должно превышать 1 мм,
при ![]() — 1,5 мм, при
— 1,5 мм, при ![]() — 2 мм. Домкрат
уменьшает смещение, но ограничивает минимальные размеры свариваемых узлов
(например, длину и диаметр обечаек).
— 2 мм. Домкрат
уменьшает смещение, но ограничивает минимальные размеры свариваемых узлов
(например, длину и диаметр обечаек).
Электрододержатели (см. рис. 1, а, б) служат для крепления электродов 1, одновременно являясь силовыми и токоведущими элементами. Их изготовляют из медных сплавов с высокой электропроводимостью. В точечных машинах большой мощности (см. рис. 1, а) электрододержатель 3 крепят к консоли 5 съемной колодкой 8 с помощью двух винтов 9, ввернутых в палец 4 из немагнитной стали, запрессованной в консоль. В машинах средней мощности крепление осуществляют нередко с боковым прижимом электрододержателя съемной колодкой (см. рис. 1, б). В машинах малой мощности — в гнезде консоли с продольной прорезью (см. рис. 1, в), а в машинах для микросварки (например, в монтажных столах) электрододержатели часто вообще отсутствуют, и электроды крепят непосредственно в консоль (см. рис. 1, г).
Электрододержатели имеют конусное гнездо для крепления электрода и систему внутреннего охлаждения. Конусная посадка создает надежный электрический контакт, хорошую герметичность, соосность электрода и электрододержателя и сравнительно легкий съем. Однако в машинах малой мощности для микросварки крепление электрода может быть иным (например, резьбовое). Система внутреннего охлаждения обычно состоит из штуцеров 6, 7, внутренней подающей трубки 2 и наружного сливного канала. Срез трубки делают под углом 30…45°, чтобы вода свободно омывала дно электрода даже при касании трубки. В труднодоступных местах применяют изогнутые электрододержатели, и система охлаждения каналов становится более сложной (см. рис. 1, б).
В машинах рельефной сварки электрододержатели и электроды заменяют токоподводящими плитами (столами) с Т-образными пазами. При групповой многоточечной сварке на них укрепляются электродные плиты с электродными вставками или целые сборочно-сварочные устройства для совмещения, фиксирования, закрепления деталей. В связи с резким увеличением усилия сжатия применяют мощные и короткие кронштейны. Высокая жесткость всех конструктивных элементов машины позволяет сохранить в определенных допусках параллельность рабочих поверхностей контактных плит и электродов, обеспечить высокое качество соединений. Сохранить параллельность вне зависимости от деформации консолей можно перемещением верхней электродной плиты в общих с нижней плитой направляющих, колоннах. Однако в этих случаях необходима электрическая изоляция одной из плит относительно общих направляющих.
При неравенстве высоты рельефов, напротив, строгая параллельность контактных поверхностей вызывает неравномерное распределение тока и усилия. В этом случае более эффективна самоустановка одной из электродных плит путем ее шарнирного соединения с токоподводящей плитой.
В машинах шовной сварки вместо электрододержателей и электродов применяют роликовые головки. Наиболее ответственным элементом роликовых головок является подвижный (скользящий) электрический контакт. Часто электрический контакт нагружают также и сжимающим усилием. В этом случае может значительно меняться его электропроводимость и уменьшаться стабильность соединений при эксплуатации. Такое положение имеет место в машинах малой и средней мощности. Однако это упрощает конструкцию головок. В машинах большой мощности и с значительными сварочными усилиями контакт разгружают, но головка усложняется.
На рис. 2 показаны некоторые типы роликовых головок шовных машин. В головке машин малой мощности (рис. 2, а) токоведущий вал 2 с роликом 1 вращается в бронзовой втулке 3, которая является одновременно токоподводом и подшипником скольжения. Втулка плотно закрепляется в токоведущем корпусе 4 болтами 5. Охлаждающая вода поступает по трубке 6 к ролику и отводится через сливной штуцер.
В верхней поворотной приводной головке
машины типа МШ-2001 (рис. 2, б) скользящий электрический контакт также передает
![]() . Головка может поворачиваться на 90°
вокруг вертикальной оси. В корпусе расположены шестерни 6…11, последняя из
которых вращает ролик 12. Ток подводится через шину 5, корпус 4, втулку 3 и вал
2, выполненные из медного сплава. Контакт между втулкой и валом заполняют
специальным токопроводящим смазочным материалом (обычно из 25 % чешуйчатого
графита и 75 % касторового масла), необходимым для стабилизации переходного
сопротивления подвижного контакта и уменьшения износа. Выход охлаждающей воды
происходит через отверстие 1. Нижние головки машины — сменные.
. Головка может поворачиваться на 90°
вокруг вертикальной оси. В корпусе расположены шестерни 6…11, последняя из
которых вращает ролик 12. Ток подводится через шину 5, корпус 4, втулку 3 и вал
2, выполненные из медного сплава. Контакт между втулкой и валом заполняют
специальным токопроводящим смазочным материалом (обычно из 25 % чешуйчатого
графита и 75 % касторового масла), необходимым для стабилизации переходного
сопротивления подвижного контакта и уменьшения износа. Выход охлаждающей воды
происходит через отверстие 1. Нижние головки машины — сменные.
Ролик 3 для поперечной сварки (рис. 2, в) крепят в бронзовой втулке 2, вращающейся вокруг неподвижной консоли 1. Смазочный материал подается через масленку 4. Ролик 3 в головке для продольной сварки (рис. 2, г) крепят на втулке 2, которая вращается вокруг пальце 4, установленного в консоли 1.
На рис. 2, д показана роликовая головка, где скользящий контакт не используется для передачи усилий сжатия. Ток передается от нижней половины бронзового подшипника скольжения 3, прижатой к верхней несколькими пружинами 7, к токоведущему валу 2 с роликом 1. Определенное и постоянное усилие прижима стабилизирует переходное сопротивление контакта. А усилие сжатия деталей прикладывается через два верхних небольших подшипника качения 8 и частично через большой противоположный подшипник 5, установленные в корпусе 4. Вода во внутреннюю полость вала подается по трубке устройством 6.
Разгрузка подвижного контакта в верхних
приводных головках современных машин типа МШВ-1601, МШВ-12001 выполнена иначе
(рис. 2, е). Крутящий момент передается токоведущему валу 1 и ролику 6 через
шестерни 3 и 2. Вал вращается в двух упорных подшипниках качения 4 и 5,
установленных в корпусе. Через них прикладывается, к ролику и деталям ![]() . Ток проходит от медного основания 7 к
валу через выступ 8 и сухари 10 (поджатые жесткими пружинами 9 одновременно и к
выступу и к валу). Контактные поверхности сухарей армированы накладками
серебра. Смазывание и удаление продуктов износа осуществляется прижимом 11 с
пружинами 12, где в полости 13 находится смазочная жидкость. Водяное охлаждение
внутренней полости вала и ролика осуществляется через подводящие и отводящие
трубки, установленные с торца вала. Серебрение, интенсивное охлаждение,
надежное поджатие контакта и смазочная жидкость обеспечивают минимальное
переходное сопротивление (8…20 мкОм) и высокую надежность.
. Ток проходит от медного основания 7 к
валу через выступ 8 и сухари 10 (поджатые жесткими пружинами 9 одновременно и к
выступу и к валу). Контактные поверхности сухарей армированы накладками
серебра. Смазывание и удаление продуктов износа осуществляется прижимом 11 с
пружинами 12, где в полости 13 находится смазочная жидкость. Водяное охлаждение
внутренней полости вала и ролика осуществляется через подводящие и отводящие
трубки, установленные с торца вала. Серебрение, интенсивное охлаждение,
надежное поджатие контакта и смазочная жидкость обеспечивают минимальное
переходное сопротивление (8…20 мкОм) и высокую надежность.
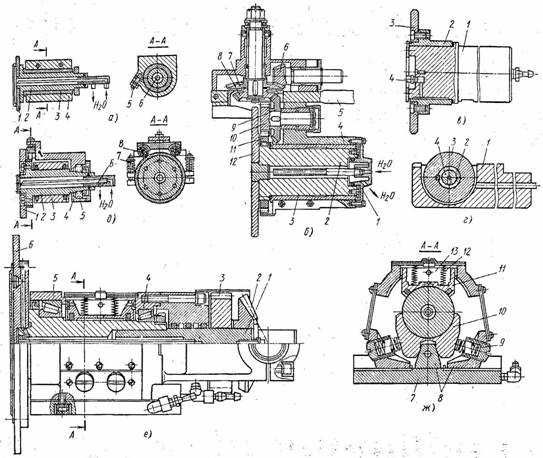
Рис. 2. Роликовые головки машин шовной сварки:
а — неприводная головка машины малой мощности; б — верхняя поворотная головка машины МШ-2001;
в, г — нижние, сменные роликовые головки машины МШ-2001;
д — головка с разгруженным скользящим контактом;
е — верхняя роликовая головка машины большой мощности МШВ-12001 с разгруженным скользящим контактом
В машинах стыковой сварки (рис. 3) система токоподвода отличается от рассмотренных. Она состоит из контактных плит или подвижной и неподвижной колодок 3, укрепленных в стальных плитах 5. Гибкими шинами 2 к колодкам подводится ток от сварочного трансформатора 1. На колодках монтируются электроды — губки 4.
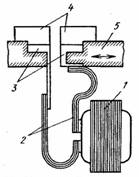
Рис. 3. Сварочный контур машины стыковой сварки
Применение сварочных трансформаторов специальной конструкции, у которых форма магнитопровода максимально приближена к контуру деталей, сокращает размеры сварочного контура и сопротивление короткого замыкания. Например, в машинах для сварки труб использован кольцевой трансформатор, в котором магнитопровод представляет собой кольцо, набранное из электротехнической стали. На магнитопроводе равномерно распределена первичная обмотка, а вторичный виток, выполненный в виде пустотелого кольца коробчатой формы, присоединен с помощью гибких шин непосредственно к губкам. Вторичный виток выполняет также функции защитного кожуха. Сопротивление короткого замыкания машины с кольцевым трансформатором для сварки труб диаметром 720 мм (площадь поперечного сечения свыше 20000 мм2) находится в пределах 8…12 мкОм.
Гибкие шины применяют для возможности перемещения подвижных сварочных головок и нижней консоли машин точечной, рельефной и шовной сварки, а также подвижной плиты при стыковой сварке. Такие шины изготовляют из прямоугольных свободно изогнутых листов медной фольги наборными или витыми (рис. 4, а, б) и скрепляют болтами с другими жесткими токоподводящими элементами. В машинах микросварки иногда применяют гибкие провода из множества тонких проволок, впаянных в медные наконечники.
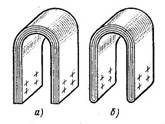
Рис. 4. Гибкие шины машин контактной сварки:
а— наборные;
б — витые
Гибкий кабель подвесных машин с отдельным трансформатором должен быть достаточно легким, гибким, длинным. Его изготовляют либо в виде двух отдельных проводов, либо в виде так называемого бифилярного кабеля, в котором параллельные изолированные проводники составляют прямую и обратную связь между клещами и трансформатором. В промежутках между проводниками циркулирует охлаждающая вода, что позволяет резко повысить плотность тока (до 100 А/мм2). Бифилярный кабель обладает малой индуктивностью, уравновешенностью электродинамических сил и значительно меньшими толчками при включении тока, чем в случае двух отдельных проводов.
Жёсткие шины изготовляют из медного проката в виде плит, полос, уголков с внутренним водяным охлаждением. Они обычно не несут силовых нагрузок и используются как промежуточный элемент между клеммами сварочного трансформатора и гибкими шинами (в машинах точечной, рельефной, шовной сварки) или неподвижной плитой (в машинах стыковой сварки).
Контакты — участки крепления токоведущих элементов сварочного контура. Контакты разделяются на постоянные — неподвижные (в основном болтовые соединения), переменные — неподвижные (часто сменяемые соединения электрода с электрододержателем, последнего с консолью и др.) и подвижные (вращающиеся контакты в подшипнике роликовых головок шовных машин). Величина электрического сопротивления контактов в значительной мере меняется (особенно в переменных подвижных). Поэтому стремятся сохранить исходное качество контактов и снизить величину сопротивления за счет периодического подтягивания болтов, серебрения контактирующих поверхностей, применения электропроводящего смазочного материала и др.