Выплески при точечной, шовной и рельефной сварке
Выплеск — это выброс части расплавленного металла из зоны сварки (рис. 1). Выплески разделяют на наружные (из области контакта электрод — деталь), внутренние (между деталями), начальные (на 1 этапе) и конечные (на II этапе). Наружные выплески ухудшают внешний вид изделий и снижают стойкость электродов. Отрываясь от детали, выплески могут приводить к засорению магистралей и агрегатов. Кроме того, внутренние выплески часто препятствуют дальнейшему росту ядра вследствие повышенного растекания тока и охлаждения металла. Конечные выплески часто сопровождаются образованием трещин, раковин и глубоких вмятин.
Общая причина появления этого
дефекта состоит в отставании скорости деформации от скорости нагрева. Например,
начальные выплески объясняются перегревом отдельных участков (локальных
контактов) относительно малой площади из-за перекоса электродов, плохой
подготовки поверхности. При сварке металлов с малым сопротивлением деформации
выплески не характерны (алюминиевые и магниевые сплавы). Вероятность появления
их возрастает при использовании жестких режимов сварки и небольших усилий.
Образование конечного внутреннего выплеска связано с раскрытием зазора,
вызванного тепловым расширением металла, потерей герметичности соединения и
выбросом жидкого металла, находящегося под высоким давлением. Этот вид выплеска
образуется при условии: ![]() ,
, ![]() . При соблюдении неравенства
. При соблюдении неравенства ![]() и
и ![]() выплески маловероятны.
выплески маловероятны.
Склонность к появлению конечного
внутреннего выплеска можно оценить, используя коэффициент ![]() (рис. 2), который представляет собой отношение
критического
(рис. 2), который представляет собой отношение
критического ![]() и минимально допустимого
и минимально допустимого ![]() диаметров ядер:
диаметров ядер:
![]() .
.
Величина ![]() — это максимальный диаметр ядра, который удается
получить без выплеска за счет увеличения
— это максимальный диаметр ядра, который удается
получить без выплеска за счет увеличения ![]() (при
(при ![]() и
и ![]() ). Величина
). Величина ![]() зависит от режима сварки и формы импульса
сварочного тока. Для увеличения
зависит от режима сварки и формы импульса
сварочного тока. Для увеличения ![]() (уменьшения
(уменьшения ![]() ) лучше использовать мягкие режимы, предварительный
подогрев отдельным или модулированным импульсом, униполярные импульсы низкочастотных
машин и машин постоянного тока, режимы, близкие к полнофазному на машинах
переменного тока.
) лучше использовать мягкие режимы, предварительный
подогрев отдельным или модулированным импульсом, униполярные импульсы низкочастотных
машин и машин постоянного тока, режимы, близкие к полнофазному на машинах
переменного тока.
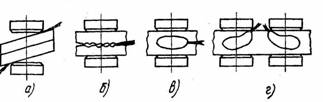
Рис. 1. Виды выплесков:
а - наружный;
б - начальный внутренний;
в - конечный внутренний;
г - конечный наружный при односторонней сварке
Помимо этого предупредить раскрытие
зазора и конечный выплеск удается путем повышения усилия на 15…20 % на конечной
стадии цикла нагрева, размещения между деталями ленты или плакирующего слоя из
пластичного металла. Почти полностью исключить его можно при обжатии металла
вокруг электрода, что особенно важно при сварке деталей неравных толщин и из
разноименных металлов. На рис. 2 приведены значения ![]() для некоторых металлов (толщиной 1 + 1 мм,
для некоторых металлов (толщиной 1 + 1 мм, ![]() = 4 мм), для случая сварки на машине переменного
тока с использованием графика с постоянным
= 4 мм), для случая сварки на машине переменного
тока с использованием графика с постоянным ![]() .
.
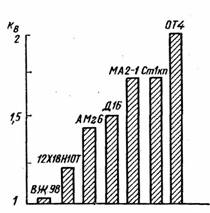
Рис. 2. Значения коэффициента ![]() для некоторых свариваемых металлов
для некоторых свариваемых металлов