Контактні машини постійного струму
У машинах постійного струму (див рис., табл.) випрямлення струму здійснюється безпосередньо у вторинному контурі машини потужними кремнієвими діодами. Живлення таких машин відбувається від трифазної мережі через тиристори (керуючі вентилі), які вмикаються почергово та подають півперіоди лінійних напруг мережі на відповідні обмотки трифазного трансформатора. Машини постійного струму мають меншу масу, ніж конденсаторні і низькочастотні, але при зварюванні єдиним імпульсом струму мають відносно велику встановлену потужність внаслідок втрат у силовому випрямлячі, а також потребують великої витрати охолоджувальної води. Випрямлення струму здійснюється за трифазними одноперіодними або шестифазними двопівперіодними схемами.
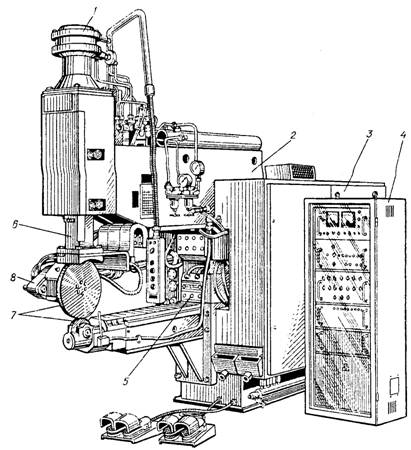
Рис. Шовна машина з випрямленим струмом у вторинному контурі:
1 - привід стиснення: 2 - корпус: 3 - випрямляч: 4 - шафа керування: 5 - контур вторинний; 6 - напрямна: 7 - електроди-ролики; 8 - привід роликів
Найбільш поширеними схемами вмикання первинних обмоток трансформаторів і керованих вентилів у таких машинах при поєднанні вторинної обмотки у подвійну зірку з відокремлюючим реактором є: 1) поєднання обмоток у трикутник - керуючі вентилі знаходяться у лінійних фазах обмоток; 2) обмотки поєднані у зірку - керуючі вентилі знаходяться або у лінійні дротах, або забезпечують поєднання обмоток у нулі; 3) використовуються два трифазних трансформатори, первинні обмотки яких поєднані в трикутник. У машинах використовуються трансформатори типів ТТ і ТВТ, шафи керування типів ШУ-347 і ШУ-225-2 та регулятори РКМ-1510. Приводи стиснення машини пневматичні, поршневі або діафрагмові.
Таблиця. Призначення точкових, рельєфних і шовних машин з випрямленням струму у вторинному контурі (постійного струму)
|
Тип машини |
Призначення |
|
МТВ-3501 УХЛ4 |
Зварювання деталей з легованих сталей і сплавів завтовшки від 0,5+0,5 до 2,5+2,5 мм, з алюмінієвих сплавів завтовшки від 0,5+0,5 до 2,0+2,0 мм |
|
МТВ-4002-1 УХЛ4 |
Зварювання деталей з низьковуглецевої сталі завтовшки 0,5+0,5 мм, жароміцних і титанових сплавів, низьколегованих і корозійностійких сталей завтовшки від 0,5+0,5 до 3+3 мм, з алюмінієвих сплавів завтовшки від 0,3+0,3 до 1,5+1,5 мм |
|
МТВР-4801 УХЛ4 |
Зварювання деталей з низьковуглецевих сталей завтовшки від 0,3+0,3 до 3+3 мм, з корозійностійких сталей завтовшки від 0,3+0,3 до 2,5+2,5 мм, алюмінієвих сплавів завтовшки від 0,3+0,3 до 3+3 мм |
|
МТВ-4802 УХЛ4 |
Зварювання крупногабаритних деталей відповідального призначення з алюмінієвих сплавів завтовшки від 0,3+0,3 до 1,5+1,5 мм, з жароміцних сталей і титанових сплавів завтовшки від 0,3+0,3 до 3+3 мм, з нержавіючих сталей завтовшки від 0,3+0,3 до 4+4 мм, з низьковуглецевих сталей завтовшки від 0,5+0,5 до 5+5 мм, з латуні та бронзи - від 0,5+0,5 до 2,5+2,5 мм. Мінімальний діаметр обичайки, що зварюється, 300 мм на довжині 1000 мм |
|
МТВР-6001 УХЛ4 |
Зварювання деталей з високоміцних алюмінієвих сплавів завтовшки від 0,3+0,3 до 1,5+1,5 мм. З м'яких алюмінієвих сплавів завтовшки від 0,3+0,3 до 1,5+1,5 мм. З низьковуглецевих сталей завтовшки від 0,4+0,4 до 4+4 мм, з нержавіючих, низьколегованих сталей і титану завтовшки від 0,3+0,3 до 3+3 мм. Найменший внутрішній діаметр обичайки, що зварюється, 250 мм при її довжині 500 мм і 500 мм – при 1000 мм |
|
МТВ-8002-1 УХЛ4 |
Зварювання крупногабаритних виробів з алюмінієвих сплавів від 0,5+0,5 до 4,5+4,5 мм, з нержавіючих, жароміцних і титанових сплавів завтовшки від 0,8+0,8 до 6+6 мм. Найменший внутрішній діаметр обичайки, що зварюється, 650 мм при її довжині 650 мм і 1100 мм - при 1500 мм |
|
МТВ-16002 У4 |
Зварювання крупногабаритних виробів з м'яких алюмінієвих сплавів завтовшки до 3+3 мм, нержавіючих, жароміцних сталей, сплавів, титанових сплавів завтовшки від 3+3 до 8+8 мм. Найменший внутрішній діаметр обичайки, що зварюється, 900 мм при її довжині 650 мм і 1300 мм при її довжині 1500 мм |
|
МРВ-19001 УХЛ4 |
Зварювання деталей із різних сталей і сплавів: для одночасного зварювання великої кількості рельєфів на листових деталях; для кільцевого рельєфного зварювання деталей типу зірок, блоків, шестерень і зубчастих коліс. Максимальна кількість одночасно зварюваних рельєфів на деталях з низьковуглецевої сталі: 10 - при товщині деталей 2+2 мм, 8 - при товщині 3+3 мм, 5 - при товщині 5+5 мм |
|
МШВ-6303 УХЛ4 |
Зварювання конструкцій за відбортовкою. Товщина зварних деталей з низьколегованих сталей від 1,2+1,2 до 3,0+3,0 мм. Можливе зварювання деталей з металевими антикорозійними покриттями |
|
МШВ-7501 УХЛ4 |
Безперервне і крокове зварювання герметичних і міцних швів (поздовжніх і поперечних), виробів з легких сплавів, латуні, титанових сплавів, нержавіючих і жароміцних сталей завтовшки від 0,5+0,5 м до 3+3 мм. Мінімальний внутрішній діаметр зварної обичайки на довжині до 1000 мм |
|
МШВ-8001 УХЛ4 |
Шовно-крокове зварювання герметичних міцних швів на деталях із титанових і жароміцних сплавів, нержавіючих сталей, низьковуглецевих сталей, а також кольорових металів. Товщина зварних деталей із алюмінію та інших сплавів від 0,5+0,5 мм до 3+3 мм, з низьковуглецевих сталей завтовшки від 1,5+1,5 до 6+6 мм. Найменший внутрішній діаметр зварної обичайки 380 мм при її довжині 1000 мм і 800 мм – при довжині 1500 мм |