Точечная сварка металлических конструкций во Франции
Инж. М.П. Соколов
В ряде стран Западной Европы металлические конструкции уже более 30 лет собирают с помощью контактной точечной сварки. Во Франции точечная сварка впервые применена в 1934 г. при изготовлении сигнальных опор на железной дороге. Промышленное производство легких и тяжелых металлоконструкций организовано в начале пятидесятых годов на основе использования усовершенствованных машин фирмы «Сиаки».
В результате изучения французского опыта западногерманскими специалистами в конце пятидесятых годов контактная точечная сварка была внедрена в ФРГ при изготовлении металлоконструкций. Аналогичные работы ведутся в Японии, ЧССР, ПНР и других странах.
Во Франции с помощью точечной сварки изготовляются элементы металлических каркасов зданий, балки междуэтажных перекрытий, связи жесткости ангаров и др. Рис. 1…4 иллюстрируют применение точечной сварки при изготовлении конструкций некоторых типов на машинах фирмы «Сиаки».
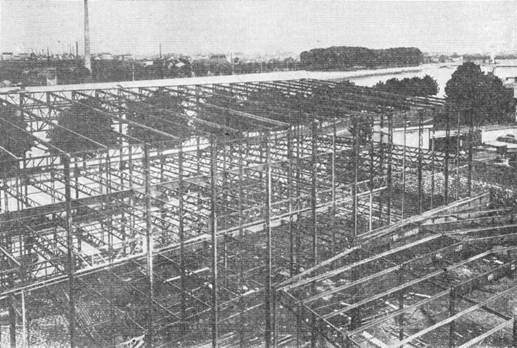
Рис. 1. Металлический каркас административного здания фирмы «Сиаки» имеет 13,7 тыс. сварных точек.
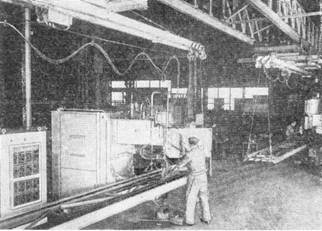
Рис. 2. Точечная сварка металлических конструкций на заводе «Барбо».
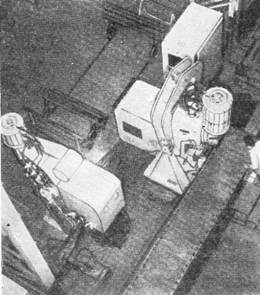
Рис. 3. Точечная сварка балок на машинах фирмы «Сиаки».

Рис. 4. Гараж, собранный с помощью точечной сварки.
По данным этой фирмы, за последние годы выпущено 14 точечных машин для сварки стальных конструкций. Из них во Франции эксплуатируются 11 машин, которые установлены на девяти заводах, причем только на трех используются с полной нагрузкой. На большинстве предприятий применяются машины типа 5Р800Т для сварки элементов небольшой толщины (до 3×10 мм).
Машина
SF1500Т для сварки элементов ![]() мм (данные
реклам) изготовлена по заказу фирмы «Ришар Дюкро». На этой машине были
полностью сварены роликовые крановые пути длиной около 3000 м на
электрометаллургическом и электрохимическом заводах фирмы. Для
теплоэлектростанции сварены стойки и подкрановые балки
мм (данные
реклам) изготовлена по заказу фирмы «Ришар Дюкро». На этой машине были
полностью сварены роликовые крановые пути длиной около 3000 м на
электрометаллургическом и электрохимическом заводах фирмы. Для
теплоэлектростанции сварены стойки и подкрановые балки ![]() мм.
мм.
Следует
отметить, что на некоторых заводах металлоконструкций все еще применяется
клепка. Так, на заводе «Барбо», специализирующемся на производстве
стандартизованных элементов металлоконструкций легкого типа, доля клепки
составляет 60% при общем объеме выпускаемой продукции ![]() тыс. т в год. Удельный вес точечной
сварки невелик, что объясняется применением традиционных методов сборки,
изменение которых требует согласия заказчика и проведения экспериментальных
работ. Однако завод считает перспективной точечную сварку и разрабатывает новые
типовые конструкции, предусматривающие использование этого способа.
тыс. т в год. Удельный вес точечной
сварки невелик, что объясняется применением традиционных методов сборки,
изменение которых требует согласия заказчика и проведения экспериментальных
работ. Однако завод считает перспективной точечную сварку и разрабатывает новые
типовые конструкции, предусматривающие использование этого способа.
На машинах Р300Т и SF800Т свариваются элементы конструкций толщиной 3,5+4+3,5 и 4+5+4 мм. Изделия, предварительно собранные с помощью дуговой сварки (прихватка), подвешиваются к крану, укладываются на опорные вращающиеся валики и вводятся в точечную машину. Сваренные конструкции окрашиваются, сушатся в специальных печах, складируются, а затем развозятся заказчикам заводским автотранспортом.
В цехах завода очень чисто; окалина, грязь и стружка убираются мощными пылесосами. В заготовительном цехе установлена линия по пробивке отверстий под заклепки, работающая по заданной программе с применением перфокарт. Используется электронная машина фирмы «БЕРНЕ». Производительность линии 18…20 т заготовок в день.
На заводе «Констрюксьон металлик» в г. Тарбе точечная сварка применяется при сборке легких и средних конструкций различного назначения, преимущественно нестандартного типа. В частности, автору были показаны гараж для автомашин, сельскохозяйственный ангар, строящийся склад, собранные с помощью точечной сварки. Элементы конструкции подготовляются к сварке на бетонной площадке, на которой конструкция вычерчивается в натуральную величину и собирается. Точечную сварку завод применяет с 1963 г. На машине SF800Т свариваются элементы толщиной 5+6+5, 8+6+8, 5+5+5 мм (наиболее часто).
Последние разработки фирмы «Сиаки» — трехфазные низкочастотные машины SF800Т и SF1500Т (рис. 5) с пневматическим приводом давления и прямолинейным ходом электродов. Машины могут работать как стационарные, подвижные и подвесные. Они сбалансированы и легко качаются, что облегчает зажатие тяжелых деталей, оснащены электронными шкафами управления. Основные технические данные машин:
|
Параметр |
SF800T |
SF1500T |
|
Номинальный сварочный ток, кА |
52 |
63 |
|
Максимальная мощность при сварке, кВА |
360 |
630 |
|
Максимальное усилие на электродах, т |
8 |
15 |
|
Вылет электродов, мм |
800 |
600 |
|
Раствор, мм |
500 |
500 |
|
Ход электродов, мм: — верхнего(рабочий и дополнительный) — нижнего |
50+100 150 |
50+100 150 |
|
Максимальная толщина свариваемых деталей (по данным реклам), мм |
3×10 |
3×20 |
|
Диаметр литого ядра, мм |
24 |
30 |
|
Масса, т |
8 |
9 |
Верхний
предел диапазона свариваемых на машине SF1500Т
толщин явно завышен. Проведенные в ИЭС им. Е. О. Патона исследования показали,
что при сварке стальных образцов ![]() мм на машине SF1500Т
максимальный диаметр литого ядра точки dя не
превышал 30 мм, что явно недостаточно. Получение сварных точек с диаметром ядра
менее 26 затруднено. Нестабильность результатов сварки точек относительно
малого диаметра особенно усиливается при соединении трехслойного пакета.
мм на машине SF1500Т
максимальный диаметр литого ядра точки dя не
превышал 30 мм, что явно недостаточно. Получение сварных точек с диаметром ядра
менее 26 затруднено. Нестабильность результатов сварки точек относительно
малого диаметра особенно усиливается при соединении трехслойного пакета.
Рис. 5. Машина типа 5Р 1500Т фирмы «Сиаки».
Рис.
6 иллюстрирует рекомендации и практику фирмы «Сиаки». Как видно, диаметр точки
при ![]() и 20 мм одинаков и равен 30 мм. Рекомендуемый
же диаметр ядра должен составлять
и 20 мм одинаков и равен 30 мм. Рекомендуемый
же диаметр ядра должен составлять ![]() . Несоответствие наблюдается также в
усилиях на электродах. Это дает основание предполагать, что рекомендуемые
фирмой режимы и размеры точек на деталях
. Несоответствие наблюдается также в
усилиях на электродах. Это дает основание предполагать, что рекомендуемые
фирмой режимы и размеры точек на деталях ![]() мм не
являются оптимальными вследствие недостаточной механической и электрической
мощности машин типа SF1500Т. В зависимости от dя и жесткости принятого режима требуется ток Iсв=60…80 кА. Ток необходимый для сварки вторых точек диаметром 40 мм
при шаге tш=360 мм находится в пределах Iсв=80…100
кА. Для стабильного образования точек диаметром 40 мм с плотной структурой ядра
необходимо усилие на электродах Fэл.ков=12,5
т и Fэл.ков=25 т.
мм не
являются оптимальными вследствие недостаточной механической и электрической
мощности машин типа SF1500Т. В зависимости от dя и жесткости принятого режима требуется ток Iсв=60…80 кА. Ток необходимый для сварки вторых точек диаметром 40 мм
при шаге tш=360 мм находится в пределах Iсв=80…100
кА. Для стабильного образования точек диаметром 40 мм с плотной структурой ядра
необходимо усилие на электродах Fэл.ков=12,5
т и Fэл.ков=25 т.
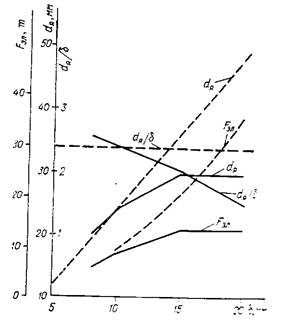
Рис. 6. Рекомендации и практика фирмы «Сиаки»:
- - - - - - — рекомендации; _________ - данные практики.
Машины фирмы «Сиаки» выполняют операцию пробоя окалины — на, электроды подается повышенное напряжение промышленной частоты. По данным некоторых каталогов, это устраняет необходимость зачистки деталей перед сваркой. Однако в ИЭС им. Е.О. Патона экспериментально установлено, что отказ от предварительной зачистки поверхностей не обеспечивает стабильного качества соединения. В некоторых случаях сварка сопровождалась выплесками металла, а в ядре точек имелись поры и трещины. Нестабильны были и размеры сварных точек, причем с увеличением толщины металла дефектов становилось больше.
На заводах «Барбо» в г. Лае-Декарт и «Констрюксьон металлик» в г. Тарбе сварка производится по окалине. Сварка без зачистки вызывает выплески металла и значительно снижает стойкость электродов. При производительности машины SF800Т равной 160 точкам в час электроды сменяются через каждые 2 час. По словам работников заводов, пробой окалины эффективен при сварке деталей небольшой толщины для неответственных конструкций. Для строительных металлоконструкций типа ферм характерно малое число точек на узле (2+4). Поэтому стабильность качества соединений должна быть высокой, и сварка по окалине нежелательна.
Таким образом, накопленный во Франции опыт показывает целесообразность использования точечной сварки при изготовлении строительных металлоконструкций.
Источник: журнал «Автоматическая сварка», 1971г., № 11
Это интересно
Фрезой называется многолезвийный режущий инструмент, имеющий зубья и изготовленный в виде тела вращения. Сам способ фрезерования и собственно фреза появились в 17…18 веках, хотя официальной датой изобретения фрезерного станка считается 1818 г. Фрезы предназначены для обработки поверхностей различных конструкционных материалов. В частности с помощью фрезы для обработки древесины изготавливают различные детали, получают декоративный профиль. В настоящее время существует большая разновидность фрез. Так по способу монтажа они делятся на насадные и концевые фрезы. Одним из ведущих производителей фрез для обработки древесины является фирма Энкор. Более подробную информацию по фрезам для станков Энкор Корвет можно посмотреть туттут.