Повышение долговечности рабочих органов почвообрабатывающих машин контактной приваркой легированных лент
Д-р техн. наук В.Н. Ткачев и инж. И.Л. Каган, Ростовский-на-Дону научно-исследовательский институт технологии машиностроения
Рабочие органы почвообрабатывающих машин работают в условиях интенсивного абразивного износа. Удлинение сроков их службы может быть достигнуто применением самозатачивающихся биметаллических конструкций.
На многих предприятиях применяется способ получения биметаллических рабочих органов индукционной наплавкой твердых сплавов (сормайт-1, ПС-5 и др.) токами высокой частоты по методу НИИТМа [1]. Вместе с тем для рабочих органов сложной формы с большой протяженностью упрочняемой поверхности и подвергающихся последующей штамповке наплавка т.в.ч. находит ограниченное применение.
B частности, Кузнецким металлургическим комбинатом совместно с ЦНИИЧЕРМЕТом и ВИСХОМом разработана технология производства двухслойной полосы фасонного профиля для самозатачивающихся плужных лемехов [2…3]. Однако в процессе изготовления биметаллического проката пока еще не удается избежать таких дефектов, как неравномерность толщины плакирующего слоя в готовой полосе и расслоение полосы на отдельных участках. Из-за значительных потерь в производстве себестоимость двухслойного проката очень высока, и его применение часто нецелесообразно.
В Ростовском НИИТМе в 1965…1967 гг. разработан и испытан новый способ плакирования рабочих органов с помощью контактной сварки.
Плакировали дисковые сферические ножи лущильников ЛД-10 диаметром 450 мм и толщиной 4 мм из стали 65Г, а также заготовки из полосы стали 65Г толщиной 6 мм и шириной 50 мм для последующего изготовления различных рабочих органов. Для плакирования использовали выпускаемую промышленностью ленту и специально изготовленные пластины из сталей Х6ВФ, Х12Ф1, Р9, У10А размерами 0,6×14,0 мм, 0,8×15,0 мм и 0,8×50,0 мм.
Перед плакированием режущие кромки дисков и заготовки очищали от окалины травлением в кислоте с последующей промывкой и сушкой.
Изучали несколько схем плакирования: непрерывную контактную роликовую сварку ленты и основы на машинах с одной парой роликов, шаговую сварку с подачей под сварку перфорированных пластин для получения зубчатых рабочих органов, роликовую сварку двумя парами роликов для сварки и последующей термообработки сварного соединения.
Плакирование дисков лущильников производили широким роликом (16…20 мм) на серийных роликовых машинах МШП-200 и МШПР 300/1200 с игнитронным прерывателем ПИШ-200-4 с некоторыми изменениями в электрической схеме прерывателя и механизма давления машины. Исследовали также возможность плакирования с использование конденсаторной сварки и диффузионной сварки в контролируемой атмосфере. Наиболее удовлетворительные результаты были получены при непрерывной контактной сварке одной парой широких роликов.
Приспособление для приварки ленты закрепляли на нижней консоли машины, что обеспечивало вращение диска с синхронной подачей ленты под сварку. Режимы сварки отрабатывали на образцах шириной 16…20 мм и длиной 120…150 мм. Параметры процесса фиксировали на осциллографе Н-105 с записью давления через тензометрический усилитель ТА-5. Для исследования процесса образования соединения применяли скоростную киносъемку камерой СKC-1M.
Сваренные образцы подвергали металлографическому и рентгеноструктурному анализу, измеряли микротвердость но зонам соединения на приборе ПМТ-3.
Прочность соединения оценивали при испытании на изгиб (плакирующим слоем наружу и внутрь), а также путем его испытания на срез по плоскости соединения на специально сконструированном штампе. Полученные результаты свидетельствуют о достаточной прочности соединения. Расслоения металла или других дефектов при испытании на изгиб не наблюдалось.
Стабильность качества сварного соединения определяли разрушением образцов, вырезанных из плакированного диска, а также испытывали каждый девятый диск опытной партии. В настоящее время разрабатывается методика, позволяющая оценивать качество сварного соединения без разрушения.
Для сравнения прочностных характеристик промышленного биметалла и плакированных дисков провели испытания на срез, которые показали, что изделия, плакированные лентой, обладают достаточно высокими механическими свойствами (рис. 1). Аналогичные испытания проводили на образцах, вырезанных из плакированных дисков и заготовок.
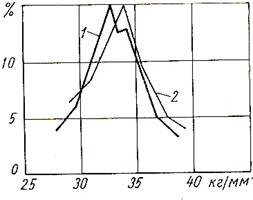
Рис. 1. Частотные характеристики сравнительных испытаний на срез двухслойного проката композиции из сталей Х6Ф1+ Л53 и сварного биметалла из сталей Х6ВФ +65Г: 1 - двухслойный прокат; 2 – сварная заготовка
Диск лущильника, плакированный с помощью роликовой, сварки, показан на рис. 2.
Рис. 2. Диск лущильника с приваренной износостойкой лентой
В процессе эксплуатационного износа композитной пары необходимо сохранение механических свойств ленты и основы на всю глубину слоя. Для обеспечения этого требования был найден режим сварки, исключающий образование литой зоны при достаточной прочности соединения и обеспечивающий равномерную закалку после сварки.
Изучение микроструктуры и микротвердости (рис. 3) для соединения сталей Х6ВФ и 65Г показало, что в этом соединении имеется ровная граница. Металл основы состоит из плотного сорбитообразного и частично мелкопластинчатого перлита. В структуре приваренной ленты имеются легированный аустенит, бесструктурный мартенсит и карбидная фаза; её твердость равна HRC 56…60.
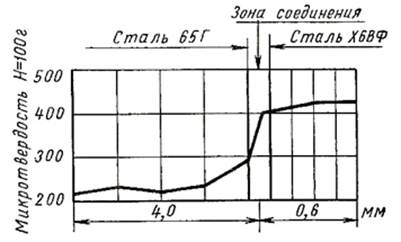
Рис. 3. Микротвёрдость сварного соединения из сталей Х6ВФ+65Г
В 1967 г. были проведены сравнительные полевые испытания дисков лущильников в условиях опытного хозяйства ВНИИМЭСХ на стандартных дисках, наплавленных сормайтом, и дисках, упрочненных приваркой ленты из различных сталей. Упрочненные диски устанавливали на лущильниках ЛД-10 отдельными батареями совместно с одним контрольным диском. Результаты испытаний представлены на рис. 4. Испытания показали, что износостойкость дисков, упрочненных лентой, в 2…3 раза выше, чем стандартных, наплавленных сормайтом. Наиболее высокую износостойкость показали диски, упрочненные лентой из сталей Р9 и Х6ВФ. Учитывая, что лента из стали Х6ВФ на 20% дешевле ленты из Р9, представляется более целесообразным использовать ленту из Х6ВФ.
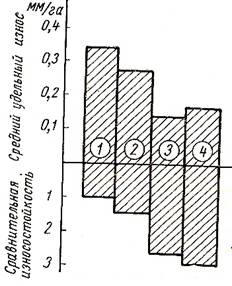
Рис. 4 Сравнительная износостойкость стандартного закаленного диска и дисков, упрочненных различными методами: 1 – стандартный диск (наплавленный сормайтом); 2 – диск с приваренной лентой из стали У10А; 3 – то же из стали Х6ВФ; 4 – то же, из стали Р9
Выводы
Разработан метод получения самозатачивающихся биметаллических рабочих органов сельхозмашин путем контактной приварки износостойких лент широким роликом.
Возможность нанесения износостойкого материала только на участки, подвергающиеся интенсивному износу, обеспечивает значительную экономию легированных сталей по сравнению с двухслойным прокатом.
Разработанный метод позволяет упрочнять рабочие органы и заготовки в условиях массового производства.
Рабочие органы (диски лущильников), плакированные лентой, отвечают агротехническим требованиям.
Литература
1. Ткачев В.Н. Износ и повышение долговечности рабочих органов почвообрабатывающих машин. «Машиностроение», 1964.
2. Голованенко С.А. и Меандров Л.В. Производство биметаллов. Металлургия, 1966.
3. Производство биметаллов. Сборник трудов Института качественных сталей. Вып. 42. «Металлургия», 1965.
Источник: журнал «Сварочное производство» № 2, 1969 г.
Это интересно
Плавательный (купальный) бассейн представляет собой гидротехническое сооружение, предназначенное для плавания или занятий другими видами водного спорта. Особенностью такого бассейна является наполнитель – вода. Вода в бассейне должна быть специально подготовлена. Подготовка воды включает в себя этапы механической очистки и обеззараживание (озонирование, хлорирование, ультрафиолетовое облучение и др.), кроме этого при необходимости воду подогревают. Обязательным этапом подготовки воды также является ее постоянная рециркуляция. Поэтому вполне естественно, что строительством бассейнов под ключ должны заниматься только организации, которые в состоянии выполнять полный цикл работ, включающий проектирование, строительство бассейна, монтаж и обслуживание гидротехнического оборудования. В частности, уже на этапе проектирования закладываются требования заказчика к дизайну бассейна и его отделке.