Применение подвесных шовных машин в производстве кузовов автомобилей
А.И. Гуляев
За последнее время в кузовостроении намечается тенденция к широкому использованию шовной и шовно-точечной сварки вместо точечной. Применение прочноплотных швов позволяет избежать вибрации металла между сварными точками, что предотвращает образование трещин в мягком припое, закрывающем сварные швы на лицевых поверхностях. При шовно-точечной сварке улучшается внешний вид соединения, так как выпучивание листов меньше (рис. 1), поскольку ролики машины плотно прижимают металл в течение всего процесса сварки. Шаг между точками выдерживается постоянным, точки располагаются ровно.
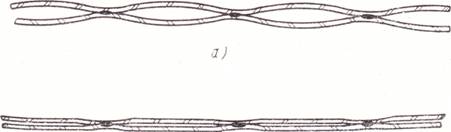
Рис. 1. Местная деформация листов:
а — при точечной сварке;
б — при шовно-точечной сварке.
Лучший внешний вид позволяет в некоторых случаях допустить на лицевых поверхностях кузовов легковых автомобилей применение открытых сварных швов.
При изготовлении кузова автомобиля «Волга» возникла необходимость применения шовно-точечной сварки для приварки сточных желобков к крыше (одно из сечений по месту сварки приведено на рис. 2). Использование этого процесса обеспечило значительно лучший внешний вид места сварки, улучшило герметичность соединения и несколько повысило производительность труда за счет того, что в данном случае не расходуется время на сжатие и обратный ход электродов при сварке каждой точки. При работе на подвесных шовных машинах значительно облегчаются и условия труда по сравнению с работой на подвесных точечных машинах, так как необходимо только направлять движение клещей вдоль свариваемого шва, не производя точную установку электродов при сварке каждой точки.
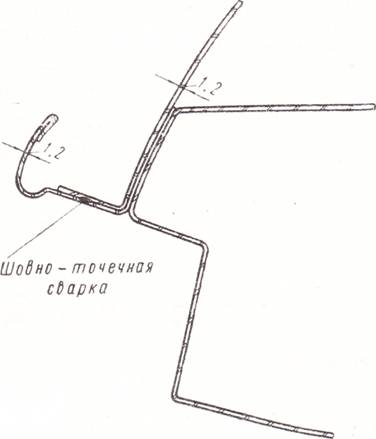
Рис. 2. Сечение по месту шовно-точечной сварки сточного желобка кузова автомобиля «Волга».
Для создания удобных условий работы на подвесных шовных машинах большое значение имеет правильная подвеска этих машин.
Для шовно-точечной сварки на заводе были разработаны два типа машин, техническая характеристика которых приведена в таблице. При разработке этих машин максимально использована стандартная аппаратура завода «Электрик» и аппаратура, изготовленная на нашем заводе, в частности, сварочные трансформаторы, электронные реле времени, подвески установок и пр. Основной частью машин являются сварочные клещи, разработанные на заводе.
Машина монтируется на типовой подвеске, аппаратура управления — на специальной площадке, установленной выше монорельса, по которому передвигается тележка подвески.
Отличаются машины друг от друга в основном конструкцией клещей. Клещи, имеющие шаговую подачу, имеют более простую конструкцию, чем клещи с приводом от электродвигателя переменного тока (у таких клещей ролики вращаются с постоянной скоростью).
На рис. 3 показана схема сварочных клещей для шовно-точечной сварки с пневматическим толкающим приводом подачи роликов. В целях уменьшения габаритов клещи имеют пневмогидравлический привод для создания усилий на роликах. Пружина 2 служит для разжатия клещей. Вращение роликов осуществляется храповым механизмом, который приводится в движение двумя параллельно работающими пневматическими цилиндрами. Привод подачи одновременно на два ролика позволяет избежать проскальзывания роликов при сварке на криволинейных поверхностях. Регулировка шага между точками осуществляется двумя регулируемыми упорами 6.
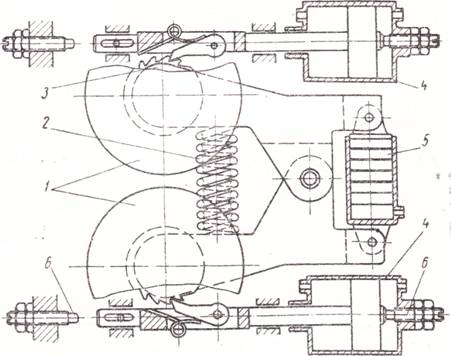
Рис. 3. Схема сварочных клещей с шаговой подачей:
1 — сварочные ролики; 2 — возвратная пружина; 3 — храповой механизм; 4 — пневматические цилиндры шаговой подачи; 5 — гидравлический цилиндр дл создания усилия на роликах; 6 — регулируемые упоры для регулировки шага подачи.
Применение шаговой толкающей подачи значительно упрощает конструкцию клещей. Кроме того, шаговая подача позволяет пропускать сварочный ток при неподвижном ролике, что улучшает внешний вид места сварки. Для уменьшения коэффициента трения в скользящих контактах клещей применены тонкостенные стальные вкладыши. Как показал опыт эксплуатации, такие вкладыши при плотности тока в контактах 2 А/мм2 работают вполне удовлетворительно. Срок службы шпинделей при применении таких вкладышей значительно повышается
Технические данные подвесных шовно-точечных машины
|
Показатель |
Тип машины |
|
|
с пневматической шаговой подачей |
с электрической непрерывной подачей |
|
|
Тип сварочного трансформатора |
ТКП-75 |
Завода «Электрик» |
|
Первичное напряжение, В |
380 |
380 |
|
Номинальная мощность в кВА |
75 |
75 |
|
Номинальный коэффициент ПВ, % |
25 |
25 |
|
Число ступеней регулирования трансформатора |
16 |
16 |
|
Пределы регулирования вторичного напряжения, В |
5,06…19 |
5,06…19 |
|
Характер действия машины |
Автоматический |
|
|
Привод механизма |
Пневмогидравлический через усилитель давления |
Пневматический |
|
Максимальное усилие сжатия электродов (при давлении воздуха в сети 5 атм), кг |
400 |
300 |
|
Минимальный зазор между электродами, мм |
18 |
20 |
|
Шаг между точками, мм |
15…45 |
— |
|
Скорость сварки в м/мин |
До 2 |
До 2,65 |
|
Габаритные размеры, мм |
377´300´230 |
300´430´310 |
|
Привод подачи роликов |
Пневматический |
Электрический (от электродвигателя переменного тока 180 Гц) |
|
Мощность двигателя привода роликов, кВт |
— |
0,5 |
|
Вес клещей, кг |
33,5 |
38,5 |
|
Диаметр сварочных роликов в мм |
125 |
140 |
|
Комплектующее электрооборудование: контактор
реле времени |
Игнитронный, асинхронный типа КИА-100
Электронное типа РВЭ-7 завода «Электрик» |
|
|
Кабели вторичного контура |
Гибкие, охлаждаемые водой, сечением 220 мм2 |
|
В целях большей стойкости ролики изготовляются из сплава Мц-4. При шаге между точками 15 мм на этой машине обеспечивается линейная скорость сварки 7 м/мин, или 110 точек в минуту. Скорость сварки выбрана исходя из скорости движения конвейера, по которому движется кузов. Сварочные клещи при этом не имеют линейного перемещения.
Электропневматическая схема машины собрана на базе сварочной подвесной точечной машины МТПГ-76. Для осуществления поворота роликов добавлен электропневматический клапан ЭПК-2, который управляет работой пневматического цилиндра.
Поворот роликов осуществляется за время, определяемое диапазоном «сжатие», обратный ход поршня пневматического цилиндра — за время диапазона «пауза». Описанная выше машина для шовно-точечной сварки в течение длительного времени эксплуатируется на заводе, и показала хорошие результаты.
На заводе были также разработаны сварочные клещами с приводом вращения роликов от электродвигателя переменного тока (180 Гц) мощностью 0,5 кВт. Общий вид клещей приведен на рис. 4; на рис. 5 дана их схема. Технические данные машины с этими клещами приведены в таблице.
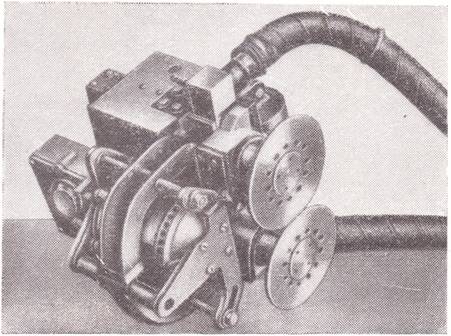
Рис. 4. Общий вид сварочных клещей с непрерывной подачей роликов
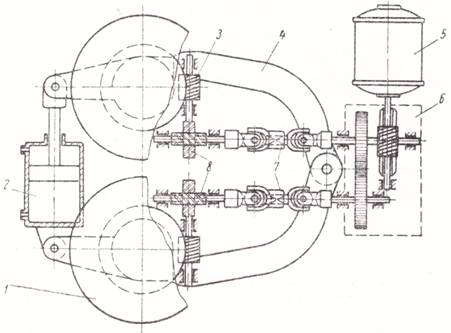
Рис. 5. Схема сварочных клещей с непрерывной подачей роликов:
1 - сварочный ролик; 2 – пневматический цилиндр; 3 – червячная передача; 4 – рычаг системы сжатия; 5 – электрический высокочастотный двигатель; 6 – редуктор; 7 - карданная передача; 8 – зубчатая передача.
Применение электродвигателя, работающего на повышенной частоте, позволяет несколько снизить вес машины. Электрическая схема машины также монтируется на базе подвесной точечной машины типа МТПГ-75.
Это интересно
Для автомобилистов, имеющих в своем гараже автомобиль Шевроле, теперь уже нет необходимости бегать по автомобильным магазинам запчастей или посещать авторынки. Достаточно зайти на сайт pl-auto.com выбрать в каталоге необходимые запчасти на Шевроле по низким ценам, оформить заказ и через некоторое время его получить. Для удобства пользователей на сайте организована удобная система поиска и функционирует система обратной связи.