Принципы выбора машин для контактной сварки
Для получения неразъемных соединений деталей и узлов толщиной 0,8…3 мм из различных металлов применяют универсальные машины для точечной сварки. Основные характеристики некоторых сварочных машин по контактной сварке можно увидеть на http://kronde.ru/svarka/.
В соответствии с ГОСТ 297-85 первая и вторая буквы в обозначении марок технологического оборудования обозначают название оборудования (например, «МТ» - машина для точечной сварки), третья буква определяет род сварочного тока, кроме переменного тока («В» - машина постоянного тока, «Н» - низкочастотная, «К» - конденсаторная), четвертая буква - тип сварочной машины («Р» - радиальная); две первые цифры указывают на наибольший вторичный ток машины в режиме короткого замыкания, а две последние — вариант модели или исполнения.
Сварочную машину выбирают путем сопоставления конструкторско- технологических характеристик деталей и технико-экономических условий выполнения сварки с параметрами машины.
Конструкционно-технологическая характеристика деталей
От марки материала и толщины деталей зависят основные
процессы точечной сварки. По удельному электрическому сопротивлению ![]() определяют величину сварочного тока
определяют величину сварочного тока ![]() ; по теплопроводности
; по теплопроводности ![]() - длительность протекания сварочного тока
- длительность протекания сварочного тока ![]() ; по сопротивлению деформации
; по сопротивлению деформации ![]() при температуре
при температуре  - сварочное усилие -
- сварочное усилие - ![]() .
.
Дополнительная характеристика свариваемого металла -
среднее электрическое сопротивление зоны сварки
![]() (сопротивление участка «электрод-электрод») при
(сопротивление участка «электрод-электрод») при  – в основном
зависит от удельного электрического сопротивления, толщины металла (табл. 1), а
также диаметра литого ядра точки
– в основном
зависит от удельного электрического сопротивления, толщины металла (табл. 1), а
также диаметра литого ядра точки ![]() . В случае сварки деталей неравной толщины (
. В случае сварки деталей неравной толщины (![]() выбирается по тонкой детали) значения
выбирается по тонкой детали) значения
![]() значительно больше.
значительно больше.
Таблица 1
|
Сплав |
|
|||||
|
0,3 |
0,5 |
1,0 |
1,5 |
2,0 |
3,0 |
|
|
ОТ4–1 |
230 |
200 |
180 |
155 |
140 |
130 |
|
ВНС2 |
200 |
180 |
145 |
135 |
125 |
115 |
|
12Х18Н10Т |
190 |
170 |
140 |
130 |
120 |
110 |
|
30ХГСА |
185 |
135 |
120 |
105 |
95 |
85 |
|
08КП |
145 |
130 |
110 |
100 |
90 |
75 |
|
Л62 |
30 |
26 |
21 |
18 |
16 |
13 |
|
АМг6 |
18 |
16 |
14 |
12 |
10 |
8 |
|
АМц |
17 |
15 |
13 |
11 |
9 |
7 |
|
Примечание:
Значения
|
||||||
При выборе машины следует учитывать ферромагнитные характеристики свариваемых деталей и приспособлений, зависящие от магнитных свойств и толщины металла, а также — от формы деталей, находящихся при сварке в магнитном поле вторичного контура машины. При перемещении ферромагнитной массы деталей во вторичном контуре машин переменного тока изменяется величина тока.
Размеры и форма деталей характеризуются
в основном расстоянием ![]() от свободного торца деталей до наиболее
удаленного места сварки и геометрическими параметрами сечений свободного
пространства: наибольшим (
от свободного торца деталей до наиболее
удаленного места сварки и геометрическими параметрами сечений свободного
пространства: наибольшим (![]() ) и наименьшим (
) и наименьшим (![]() ) диаметрами и
высотой
) диаметрами и
высотой ![]() в полости деталей для подхода
электродов и нижней консоли сварочной машины.
в полости деталей для подхода
электродов и нижней консоли сварочной машины.
Требования к соединениям, влияющие на выбор машины, включают в себя число допустимых дефектов, которое определяется категорией сварного соединения по отраслевой технологической документации и специальными требованиями к точности формы сварного узла. Допустимые дефекты нормируются в зависимости от категории (I, II, III) ответственности сварного соединения по отраслевой технологической документации. В рекомендациях по выбору сварочного оборудования указаны группы машин по ГОСТ 297-95, на которых могут выполняться те или иные категории сварных соединений.
Сварочные машины
По току машины разделяют на две группы: прерывистого (переменного) и непрерывного тока. К последним относятся машины постоянного тока, низкочастотные и конденсаторы. В машинах первой группы сварка осуществляется несколькими импульсами тока, характер которого задается фазовым регулированием. Машины второй группы используют один импульс непрерывного тока с относительно небольшими пульсациями амплитуды. Процесс сварки в этом случае отличается высокой стабильностью по отношению к различным возмущениям. В соответствии с ГОСТ 297-95 для сварки ответственных конструкций применяют машины группы А с повышенной стабильностью параметров. Технологические параметры машин определяются характеристиками источника тока (формой тока и возможностью его регулировки) и привода сжатия электродов, а также размерами рабочего пространства.
Машину для сварки конкретных деталей
(известны ![]() и
и ![]() ) выбирают по ее нагрузочной
характеристике (НХ) (рис. 1). В зависимости от величины полного сопротивления
машины ее НХ может быть пологой — жесткой (
) выбирают по ее нагрузочной
характеристике (НХ) (рис. 1). В зависимости от величины полного сопротивления
машины ее НХ может быть пологой — жесткой (![]() мкОм), падающей - полужесткой
мкОм), падающей - полужесткой ![]() мкОм) и крутопадающей - мягкой (
мкОм) и крутопадающей - мягкой (![]() мкОм). При сварке одного и того же
металла (известно
мкОм). При сварке одного и того же
металла (известно ![]() ) на машинах с разными НХ степень
уменьшения тока к.з. (
) на машинах с разными НХ степень
уменьшения тока к.з. (![]() ) будет разной. Наибольшее снижение тока
имеет место на машине с крутопадающей НХ, наименьшее - с пологой НХ. Наклон НХ
можно изменять в некоторых пределах: он уменьшается у машин переменного тока
при увеличении размеров рабочего пространства (вылет электродов и раствора
консолей) и угла включения силовых транзисторов; у машин постоянного тока и
низкочастотных - при длительности его нарастания от нуля до установившегося
значения; у конденсаторных машин - при уменьшении длительности импульса тока.
) будет разной. Наибольшее снижение тока
имеет место на машине с крутопадающей НХ, наименьшее - с пологой НХ. Наклон НХ
можно изменять в некоторых пределах: он уменьшается у машин переменного тока
при увеличении размеров рабочего пространства (вылет электродов и раствора
консолей) и угла включения силовых транзисторов; у машин постоянного тока и
низкочастотных - при длительности его нарастания от нуля до установившегося
значения; у конденсаторных машин - при уменьшении длительности импульса тока.
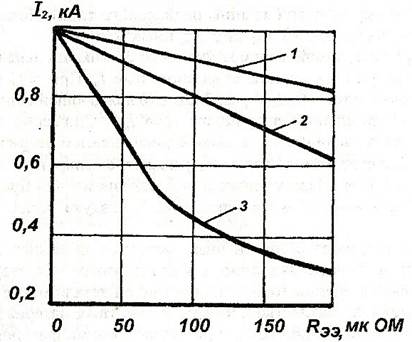
Рис. 1. Нагрузочные характеристики машин:
1 – МТ-2102, ![]() мкОм; 2 – М Т-4019,
мкОм; 2 – М Т-4019, ![]() мкОм; 3 – МТВ-4002,
мкОм; 3 – МТВ-4002, ![]() мкОм
мкОм
Длительность протекания сварочного тока
на машинах переменного и постоянного тока практически неограниченна. У
низкочастотных и конденсаторных машин ![]() 4 с
4 с
В машинах для точечной сварки
используются два вида усилия сжатия электродов: постоянное и переменное с
последующим приложением повышенного ковочного усилия ![]() . Момент приложения
. Момент приложения ![]() регулируется относительно начала
(конца) импульса сварочного тока. Переменное усилие применяют при сварке
металлов, склонных к образованию дефектов усадочного характера, — для
предупреждения этих дефектов.
регулируется относительно начала
(конца) импульса сварочного тока. Переменное усилие применяют при сварке
металлов, склонных к образованию дефектов усадочного характера, — для
предупреждения этих дефектов.
Характеристикой привода сжатия
электродов машины является его быстродействие и диапазон регулирования ![]() . Наименьшее значение
. Наименьшее значение ![]() определяет минимальную толщину металла,
которую может обеспечить данная машина. Для большинства машин
определяет минимальную толщину металла,
которую может обеспечить данная машина. Для большинства машин ![]() даН. Быстродействие привода
определяется суммарной длительностью переходных процессов: временем от подачи
команды до полного установления
даН. Быстродействие привода
определяется суммарной длительностью переходных процессов: временем от подачи
команды до полного установления ![]() и временем снятия усилия. Эти величины
зависят от рабочего расстояния между электродами, конструктивных особенностей и
объема камер пневмопривода, давления воздуха в них. Общая длительность
переходных процессов в среднем составляет 0,2…0,3 с.
и временем снятия усилия. Эти величины
зависят от рабочего расстояния между электродами, конструктивных особенностей и
объема камер пневмопривода, давления воздуха в них. Общая длительность
переходных процессов в среднем составляет 0,2…0,3 с.
Возможность сварки узлов тех или иных форм и размеров зависит от рабочего пространства машины: вылета электродов, раствора консолей, возможности их регулирования, а также сечения нижней консоли по длине вылета. Существенное влияние на возможности сварки оказывает вид траектории движения верхнего электрода: вертикальный (машины прессового типа) и по дуге окружности (машины радиального типа). Последние удобны для сварки конструкций в труднодоступных местах.
В паспорте сварочной машины указывается
максимальная электрическая мощность при наибольшем вторичном токе ![]() . При
. При ![]() фактическая мощность уменьшается в
фактическая мощность уменьшается в ![]() раз. Расход охлаждающей воды дается для
номинального длительного вторичного тока
раз. Расход охлаждающей воды дается для
номинального длительного вторичного тока ![]() . Снижение длительного вторичного тока
до величины
. Снижение длительного вторичного тока
до величины ![]() в связи с уменьшением вторичного тока
в связи с уменьшением вторичного тока ![]() до
до ![]() или замедление темпа сварки (
или замедление темпа сварки (![]() ) позволяет сократить расход воды
примерно в
) позволяет сократить расход воды
примерно в ![]() раз. При уменьшении кратковременной
производительности машины, указанной в паспорте, расход воздуха также можно
снизить.
раз. При уменьшении кратковременной
производительности машины, указанной в паспорте, расход воздуха также можно
снизить.
Машины постоянного тока и низкочастотные
обладают наибольшей технологической универсальностью и рекомендуются при сварке
деталей малой и неравной толщины (при толщине тонкой детали менее 0,8 мм);
деталей с уменьшенной нахлесткой, из ферромагнитных материалов и легких
сплавов; в случае пониженного ![]() (при использовании фигурных электродов);
в условиях повышенного износа рабочей поверхности электродов (например, при
сварке металлов с покрытиями).
(при использовании фигурных электродов);
в условиях повышенного износа рабочей поверхности электродов (например, при
сварке металлов с покрытиями).
Машины переменного тока не рекомендуется применять для сварки деталей переменной толщины, например клина. Конденсаторные машины в основном используют при сварке алюминиевых сплавов (кроме сплава АМг6), а также мягких сталей и титановых сплавов при толщине деталей 1,2 мм.
Оптимальный выбор оборудования для точечной сварки позволяет повысить качество соединений, производительность процесса и снизить трудоемкость изготовления конструкций.