Режимы пассивирования алюминиевых сплавов при подготовке поверхности под контактную сварку клеесварных соединений
Наиболее низкое и стабильное контактное сопротивление достигается при пассивировании алюминиевых сплавов в водных растворах ортофосфорной кислоты.
Результаты исследования влияния
концентрации ортофосфорной кислоты на контактное сопротивление представлены на
рис. 1. Во всех случаях поддерживалось постоянное отношение концентрации
кислоты и хромпика (![]() ). Пассивирование проводили при
температуре 26…30° С. В этих условиях изменение концентрации ортофосфорной
кислоты от 20 до 400 г/л не приводит к радикальному изменению контактного
сопротивления, что обусловлено, по-видимому, слабой диссоциацией ионов
ортофосфорной кислоты. Наиболее низкие контактные сопротивления были получены
на свежеприготовленных растворах с концентрациями 300…400 г/л
). Пассивирование проводили при
температуре 26…30° С. В этих условиях изменение концентрации ортофосфорной
кислоты от 20 до 400 г/л не приводит к радикальному изменению контактного
сопротивления, что обусловлено, по-видимому, слабой диссоциацией ионов
ортофосфорной кислоты. Наиболее низкие контактные сопротивления были получены
на свежеприготовленных растворах с концентрациями 300…400 г/л ![]() и соответственно 3…4 г/л
и соответственно 3…4 г/л ![]() .
.
Контактное сопротивление и его стабильность
во времени зависит от отношения концентрации кислоты к хромпику (табл. 1). Это
обусловлено взаимодействием двух одновременно протекающих процессов: травления
(съем алюминия приводит к обнажению интерметаллидов, увеличивающих
неоднородность поверхности и ухудшающих качество пассивной пленки) и
пассивирования (отложение на поверхности труднорастворимых фосфатов и хроматов
ведет к увеличению толщины и диэлектрических свойств пассивной пленки). В
растворе вблизи пассивируемой поверхности возникает барьерный слой, обедненный
кислотой и обогащенный продуктами травления, фосфатами и хроматами. С
увеличением плотности барьерного слоя тормозится процесс травления из-за
замедленного поступления к поверхности новых порций кислоты и усиливается
пассивирование из-за увеличения концентраций солей. Управление этими процессами
можно осуществлять изменением отношения концентраций кислоты и хромпика (![]() ). С увеличением
). С увеличением
![]() усиливается травление и, наоборот, с
его уменьшением ускоряется пассивация.
усиливается травление и, наоборот, с
его уменьшением ускоряется пассивация.
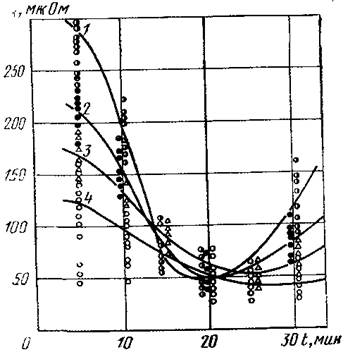
Рис. 1. Влияние времени пассивирования в растворе ортофосфорной кислоты на контактное сопротивление; образцы из сплава Д16Т толщиной 1,5 мм. Концентрация кислоты: 1 — 400 г/л; 2 — 250 г/л; 5 — 150 г/л; 4 — 40 г/л
Большой интерес представляет изучение кинетики реакции восстановления шестивалентного хрома в трехвалентного в растворах ортофосфорной кислоты концентрацией 50…400 г/л и соответственно хромпика 0,5…4 г/л. С увеличением концентрации ортофосфорной кислоты повышается скорость восстановления, т.е. в растворе уменьшается содержание шестивалентного хрома, и накапливается трехвалентный хром (рис. 2). Замена материала ванны для пассивирования (стали 12Х18Н9Т) на фарфор, винипласт и полиэтилен не привела к изменению кинетики процесса восстановления ионов шестивалентного хрома.
Таблица 1. Контактное сопротивление, мкОм, в
зависимости от концентрации ![]() и отношения
и отношения ![]() (средние данные по трем образцам)
(средние данные по трем образцам)
|
Концентрация, в г/л |
Отношение |
Время после пассивирования, ч |
||||
|
|
|
1 |
24 |
72 |
120 |
|
|
400 |
8 4 1 |
50 100 400 |
285 37 42 |
273 41 155 |
315 52 29З |
275 55 487 |
|
200 |
4 2 1 |
50 100 200 |
179 51 47 |
242 49 253 |
195 57 285 |
231 92 525 |
|
50 |
1 0,5 0,25 |
50 100 200 |
135 45 38 |
161 47 110 |
263 63 215 |
184 95 433 |
|
Примечания: 1. Температура пассивирования 26…30°С. 2. Сочетание лист + профиль (1,2+1,5 мм). |
||||||
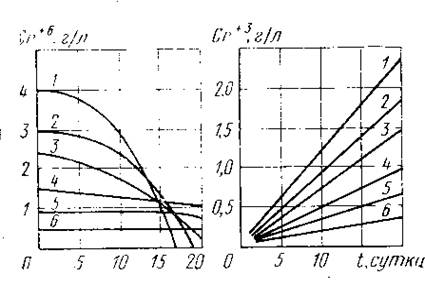
Рис. 2. Изменение концентрации шестивалентного (а) и трехвалентного (б) хрома в процессе работы ванны пассивирования при температуре 32° C; образцы из сплава Д16Т толщиной 1,5 мм. Концентрация кислоты:
1 — 400 г/л; 2 — 300 г/л; 3 — 250 г/л; 4 — 200 г/л; 5 — 100 г/л; 6 — 50 г/л
Совместный анализ данных, приведенных в табл. 1 и на рис. 2, показал, что для получения пассивной пленки с низким и устойчивым контактным сопротивлением, а также для обеспечения длительной работоспособности раствора концентрацию ортофосфорной кислоты необходимо поддерживать в пределах 50…100 г/л и ограничить изменение отношения К в пределах 70…100.
На процесс пассивирования оказывает влияние наличие или отсутствие замкнутой электрической цепи между деталью и стенками ванны, так как первичный акт пассивирования сопровождается переходом ионов алюминия в раствор. На скорость такого перехода заметно влияет напряженность электрического поля в данной области. В любой точке изделия напряженность поля является функцией полного падения напряжения между деталью и раствором. Вблизи стенки металлической ванны напряжение падения больше, что и приводит к ускорению процессов перехода ионов в этих местах. Визуально это наблюдается в виде потемнения поверхности.
Так как ускорение процесса происходит только в отдельных случайных местах и управлять им в производственных условиях невозможно, то от замкнутой электрической цепи следует отказаться.
В растворе для пассивирования в процессе работы накапливаются алюминий, железо и трехвалентный хром Cr+3. Результаты замеров контактного сопротивления после пассивирования в растворе с различным содержанием Cr2O3 приведены в табл. 2. В раствор вводили Cr+3 в виде порошка окиси хрома. Из данных табл. 2 следует, что содержание в растворе окиси хрома до 0,1 г/л практически не влияет на величину и стабильность полученных сопротивлений. При содержании окиси хрома 0,5 г/л и более контактное сопротивление значительно повышается, а его стабильность снижается.
Таблица 2. Контактное сопротивление, мкОм, в зависимости от содержания трехвалентного хрома в ванне пассивирования (средние данные по трем образцам)
|
Содержание Cr+3 в растворе, г/л |
Время после пассивирования, ч |
||||
|
сразу |
1 |
24 |
72 |
120 |
|
|
0,01 |
55 |
53 |
65 |
72 |
95 |
|
0,05 |
51 |
62 |
55 |
76 |
87 |
|
0,10 |
63 |
69 |
67 |
81 |
85 |
|
0,25 |
57 |
63 |
73 |
75 |
98 |
|
0,50 |
95 |
117 |
156 |
173 |
169 |
|
0,76 |
115 |
195 |
210 |
217 |
275 |
|
Примечания: 1.
Раствор пассивирования с концентрацией 75 г/л 2. Сочетание лист + профиль (1,2+1,5 мм). |
|||||
Отношение между концентрациями шести- и трехвалентного
хрома в растворе для пассивирования оказывает решающее влияние на контактное
сопротивление (табл. 3). Если в растворе поддерживается отношение между Cr+6 и Cr+3 в пределах 2…10,
то контактное сопротивление находится в пределах допустимого ![]() мкОм). Причем
чем больше это отношение, тем ниже и стабильней контактное сопротивление и, наоборот,
чем меньше отношение, тем выше контактное сопротивление. Такое явление связано
со спецификой формирования пассивной пленки на алюминиевых сплавах. С
увеличением содержания Cr+3 и
соответственно уменьшением отношения Cr+6 к Cr+3 замедляется
разряд ионов Cr+6 на катодных
участках, следовательно, рН раствора не увеличивается и не происходит желаемого
смещения гидролитического равновесия в прикатодных зонах в сторону образования
малорастворимых фосфатов. Это приводит к тому, что не создаются необходимые
условия для образования коллоидных частиц — основы качественной пассивной
пленки.
мкОм). Причем
чем больше это отношение, тем ниже и стабильней контактное сопротивление и, наоборот,
чем меньше отношение, тем выше контактное сопротивление. Такое явление связано
со спецификой формирования пассивной пленки на алюминиевых сплавах. С
увеличением содержания Cr+3 и
соответственно уменьшением отношения Cr+6 к Cr+3 замедляется
разряд ионов Cr+6 на катодных
участках, следовательно, рН раствора не увеличивается и не происходит желаемого
смещения гидролитического равновесия в прикатодных зонах в сторону образования
малорастворимых фосфатов. Это приводит к тому, что не создаются необходимые
условия для образования коллоидных частиц — основы качественной пассивной
пленки.
Таблица 3. Контактное сопротивление, мкОм, в зависимости от соотношения шести и трехвалентного хрома в ванне пассивирования (средние данные по пяти образцам)
|
Содержание, г/л |
Отношение Cr+6/Cr+3 |
Концентрация Н3РO4, г/л |
|||
|
Cr+6 |
Cr+3 |
50 |
75 |
100 |
|
|
0,5 0,5 0,5 0,5 |
0,05 0,1 0,3 0,5 |
10 5 1,67 1 |
55 51 125 175 |
49 53 115 181 |
45 41 103 154 |
|
0,7 0,7 0,7 0,7 |
0,1 0,3 0,5 0,7 |
7 2,33 1,4 1 |
— |
48 67 125 168 |
52 62 115 45 |
|
1,0 1,0 1,0 |
0,1 0,3 0,5 |
10 3,33 2 |
— |
65 71 85 |
52 63 81 |
|
Примечание. Образцы из сплава Д16Т, сочетание лист + профиль, толщиной 1,2+1,5 мм. |
|||||
Скорость накопления трехвалентного хрома
в растворе пассивирования зависит от содержания ионов железа. Например, через
60 суток работы растворов для пассивирования, содержащих 1; 50; 90 и 180 мг/л
железа, было отмечено накопление соответственно 0,14, 0,2 и 0,45 и 0,53 г/л Cr+3. Следовательно,
при содержании ионов железа ![]() мг/л значительно увеличивается скорость
накопления Cr+3 и
соответственно быстро раствор выходит из строя (табл. 4).
мг/л значительно увеличивается скорость
накопления Cr+3 и
соответственно быстро раствор выходит из строя (табл. 4).
Таблица 4. Концентрация Сr+3 в растворе для пассивирования в зависимости от содержания ионов железа (средние данные по трем замерам)
|
Содержание ионов железа, мг/л |
Время работы раствора, сутки |
|||||||||
|
1 |
10 |
20 |
30 |
60 |
||||||
|
Cr+6 |
Cr+3 |
Cr+6 |
Cr+3 |
Cr+6 |
Cr+3 |
Cr+6 |
Cr+3 |
Cr+6 |
Cr+3 |
|
|
1 |
0,93 |
0,01 |
0,91 |
0,025 |
0,9 |
0,05 |
0,82 |
0,1 |
0,77 |
0,14 |
|
50 |
0,92 |
0,01 |
0,9 |
0,05 |
0,83 |
0,1 |
0,8 |
0,15 |
0,73 |
0,20 |
|
90 |
0,92 |
0,015 |
0,8 |
0,18 |
0,7 |
0,25 |
0,62 |
0,33 |
0,57 |
0,45 |
|
180 |
0,92 |
0,02 |
0,71 |
0,2 |
0,62 |
0,3 |
0,6 |
0,4 |
0,43 |
0,53 |
|
Примечание. Все растворы работали 60 суток без корректировки. |
||||||||||
Результаты замеров контактного
сопротивления после пассивирования в растворе концентрацией 75 г/л ![]() и 0,8 г/л
и 0,8 г/л ![]() с различным содержанием алюминия
приведены в табл. 5. Алюминий растворяли в растворе ортофосфорной кислоты при
температуре 97…99° С, после остывания добавляли хромпик. Из данных табл. 5
следует, что содержание в растворе для пассивирования до 0,25 г/л алюминия
практически не влияет на контактное сопротивление. При содержании 0,5 г/л
алюминия и более контактное сопротивление значительно повышается. Очевидно, при
таком содержании алюминия в прианодных зонах тормозится процесс перехода ионов
алюминия в раствор, т.е. замедляется первичный акт пассивации.
с различным содержанием алюминия
приведены в табл. 5. Алюминий растворяли в растворе ортофосфорной кислоты при
температуре 97…99° С, после остывания добавляли хромпик. Из данных табл. 5
следует, что содержание в растворе для пассивирования до 0,25 г/л алюминия
практически не влияет на контактное сопротивление. При содержании 0,5 г/л
алюминия и более контактное сопротивление значительно повышается. Очевидно, при
таком содержании алюминия в прианодных зонах тормозится процесс перехода ионов
алюминия в раствор, т.е. замедляется первичный акт пассивации.
Таблица 5. Контактное сопротивление, мкОм, в зависимости от содержания алюминия в растворе для пассивирования (средние данные по трем замерам)
|
Марка сплава |
Содержание алюминия, г/л |
Время после пассивирования, сутки |
||||
|
1 |
2 |
3 |
4 |
5 |
||
|
Д16Т |
0,01 |
45 |
50 |
75 |
90 |
105 |
|
0,25 |
50 |
60 |
65 |
95 |
100 |
|
|
0,50 |
80 |
95 |
115 |
130 |
135 |
|
|
1,0 |
95 |
110 |
125 |
155 |
170 |
|
|
Д19Т |
0,01 |
55 |
65 |
80 |
95 |
125 |
|
0,25 |
60 |
70 |
105 |
125 |
130 |
|
|
0,50 |
95 |
130 |
175 |
180 |
195 |
|
|
1,0 |
100 |
165 |
170 |
215 |
270 |
|
|
Примечание. Пара лист + лист толщиной 1,2+1,2 мм. |
||||||
В табл. 6 приведены контактные сопротивления после пассивирования в растворе с содержанием 0,1…100 мг/л железа. Железо вводили в раствор ортофосфорной кислоты при температуре 97…99° С. После охлаждения раствора добавляли заданное количество хромпика.
Таблица 6. Контактное сопротивление, мкОм, в зависимости от содержания в растворе для пассивирования ионов железа (средние данные по трем замерам)
|
Содержание ионов железа, мг/л |
Время после пассивирования сутки |
|||
|
Сразу |
1 |
3 |
5 |
|
|
0,1 |
45 |
55 |
75 |
95 |
|
1 |
45 |
50 |
80 |
105 |
|
2 |
50 |
55 |
75 |
100 |
|
5 |
40 |
65 |
75 |
125 |
|
10 |
45 |
60 |
70 |
85 |
|
5O |
45 |
50 |
65 |
95 |
|
100 |
50 |
75 |
95 |
115 |
|
Примечания: 1. Состав раствора: 75 г/л Н3РO4; 0,8 г/л K2Cr2O7. 2. Лист + профиль Д16Т (1,2+1,5 мм). |
||||
После совместного анализа данных табл. 4 и 6 установлено, что само по себе высокое содержание ионов железа в растворе для пассивирования не влияет на контактное сопротивление. При определенном содержании ионы железа, очевидно, являются только катализаторами реакции перехода шестивалентного хрома в трехвалентный.
Ионы железа проникают в раствор для пассивирования с водой, идущей на его приготовление, а также с продуктами коррозии материала ванны. Поэтому ванну для пассивирования, включая нагревательные трубопроводы и арматуру для подбора сжатого воздуха, необходимо выполнять только из коррозионно-стойкой стали 12Х18Н10Т.
Вода, используемая для составления и корректировки раствора для пассивирования, может содержать значительное количество ионов железа, кальция, магния, хлора и т.п. Водородный показатель (рН) воды может меняться от 5 до 7,5. Например, артезианская вода может содержать: 363 мг/л ионов кальция; 104 мг/л магния, 46 мг/л хлора; 0,2 мг/л железа и 279 мг/л S04. Сухой остаток — 2215 мг/л, рН 6,7.
До настоящего времени не разработаны требования к воде, применяемой для составления и корректировки раствора для пассивирования, хотя состав воды значительно влияет на качество подготовки поверхности под сварку.
Предварительные исследования показали, что действие ионов в воде следует рассматривать как индивидуально, так и в комбинации. Причем наибольшее возрастание контактного сопротивления наблюдается при наличии в воде ионов Cl и SO4.
Согласно данным табл. 7, при содержании в воде ионов Cl и SO4 в пределах 100…300 мг/л каждого контактное сопротивление достигает 150…250 мкОм. Причем чем больше время выдержки, тем больше контактное сопротивление. Очевидно, что наличие ионов Cl и SO4 в воде не только затрудняет создание пассивной пленки, но и разрушает ее. Контактное сопротивление в пределах 50…90 мкОм достигается только при использовании воды с содержанием ионов Cl и SO4 не более 40 мг/л каждого. Наиболее низкое и стабильное контактное сопротивление достигается при использовании для составления раствора для пассивирования промышленного конденсата.
Таблица 7. Контактное сопротивление в зависимости от концентрации ионов в растворе для пассивирования (средние данные по пяти образцам)
|
Номер раствора |
Содержание ионов, мг/л |
Контактное сопротивление, мкОм, после пассивирования в течение времени, мин |
|||||
|
Cl |
SO4 |
Fе |
5 |
10 |
15 |
20 |
|
|
1 |
309 |
216 |
1,5 |
165 |
192 |
245 |
212 |
|
2 |
151 |
110 |
0,8 |
168 |
155 |
195 |
225 |
|
3 |
80 |
24 |
15,5 |
173 |
179 |
205 |
215 |
|
4 |
46 |
279 |
0,22 |
162 |
158 |
175 |
183 |
|
5 |
35 |
120 |
0,13 |
171 |
163 |
18S |
179 |
|
6 |
7 |
11 |
0,02 |
145 |
78 |
47 |
42 |
|
7 |
1,1 |
Следы |
0,3 |
141 |
82 |
52 |
64 |
|
8 |
Следы |
Следы |
0,02 |
153 |
95 |
49 |
51 |
|
Примечания: 1. Образцы из сплава Д16Т, сочетание лист + профиль толщиной 1,5+1,5 мм. 2. Замеры сопротивления через 3 ч после пассивирования. |
|||||||
С учетом изложенного для приготовления и корректировки растворов для пассивирования рекомендуется применять конденсат или воду с содержанием ионов не более: 25 мг/л Cl, 40 мг/л SO4 и 5 мг/л железа.