Технологія рельєфного зварювання
Рельєфним зварюванням з'єднуються листові та арматурні конструкції в одній або декількох точках та різнотовщинні деталі, які виготовляються з різних сталей та сплавів.
Іноді рельєфне зварювання використовують спеціально для з'єднання деталей з гарячекатаного металу, який очищено від окалини.
Рельєфи на поверхні деталей виштамповують за допомогою пресів, інколи - кернерів. Підготовка поверхонь деталей перед рельєфним зварюванням та їх складання проводиться так, як і перед точковим зварюванням.
Сферичні рельєфи на листових
заготовках мають діаметр (рис. 1) ![]() мм та висоту
мм та висоту ![]() мм (
мм (![]() - товщина листа, мм). Рельєфи
виготовляються з допущенням на висоту -
- товщина листа, мм). Рельєфи
виготовляються з допущенням на висоту - ![]() мм, на діаметр
мм, на діаметр ![]() мм (при
мм (при
![]() мм), та
мм), та ![]() ,
, ![]() ,
відповідно, для металу з товщиною
,
відповідно, для металу з товщиною ![]() мм. Основні розміри конструктивних
елементів з'єднань на листових конструкціях, що виконуються рельєфним
зварюванням, зумовлюються ГОСТ 15878-79 (рис. 2; табл.). Основні параметри
режиму рельєфного зварювання такі ж, як і при точковому зварюванні. Силу
зварювального струму визначають відповідно до величини щільності струму, яка
зменшується зі збільшенням діаметра рельєфу та товщини деталі.
мм. Основні розміри конструктивних
елементів з'єднань на листових конструкціях, що виконуються рельєфним
зварюванням, зумовлюються ГОСТ 15878-79 (рис. 2; табл.). Основні параметри
режиму рельєфного зварювання такі ж, як і при точковому зварюванні. Силу
зварювального струму визначають відповідно до величини щільності струму, яка
зменшується зі збільшенням діаметра рельєфу та товщини деталі.
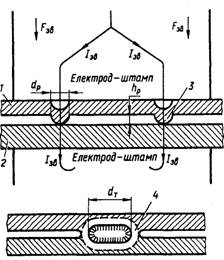
Рис. 1. Схема рельєфного зварювання:
1,2- деталі, що зварюють; 3 - рельєф; 4 - пас ущільнювальний; ![]() - діаметр точки;
- діаметр точки; ![]() ,
, ![]() - зусилля та струм зварювання;
- зусилля та струм зварювання; ![]() ,
, ![]() - діаметр та висота рельєфу
- діаметр та висота рельєфу
Тривалість протікання зварювального струму залежить від величини рельєфу та товщини деталей. Зусилля на електродах зумовлюється міцнішими характеристиками зварюваних металів та кількістю рельєфів. Деталі з маловуглецевої сталі залежно від товщини та кількість рельєфів зварюють у декількох режимах.
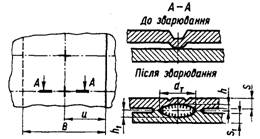
Рис. 2. З'єднання рельєфне:
![]() - відстань
від центру точки до краю напустки;
- відстань
від центру точки до краю напустки; ![]() - напустка;
- напустка; ![]() ,
, ![]() - глибина проплавлення деталей;
- глибина проплавлення деталей; ![]() - діаметр
зварювальної точки;
- діаметр
зварювальної точки; ![]() ,
, ![]() - товщина
зварюваних деталей
- товщина
зварюваних деталей
Таблиця. Розміри рельєфних з’єднань
|
S=S1, мм |
dт, мм, не менше |
Однорядний шов В, мм, не менше |
S =S1, мм |
dт, мм, не менше |
Однорядний шов В, мм, не менше |
|
Група з'єднання А |
Група з'єднання Б |
||||
|
0,3 |
2,5 |
5 |
0,3 |
1,5 |
3 |
|
0,3…0,4 |
2,7 |
5 |
0,3…0,4 |
1,7 |
3 |
|
0,4…0,6 |
3,0 |
6 |
0,4…0,5 |
2,0 |
4 |
|
0,6…0,7 |
3,3 |
6 |
0,5…0,6 |
2,2 |
4 |
|
0,7…0,8 |
3,5 |
7 |
0,6…0,8 |
2,5 |
5 |
|
0,8…1,0 |
4,0 |
8 |
0,8…1,0 |
3,0 |
6 |
|
1,0…1,3 |
5,0 |
10 |
1,0…1,3 |
3,5 |
6 |
|
1,3…1,6 |
6,0 |
12 |
1,3…1,6 |
4,0 |
8 |
|
1,6…1,8 |
6,5 |
13 |
1,6…1,8 |
4.5 |
9 |
|
1,8…2,2 |
7,0 |
14 |
1,8…2,2 |
5,0 |
10 |
|
2,2…2,7 |
8,0 |
16 |
2,2…2,7 |
6,0 |
12 |
|
2,7…3,2 |
9,0 |
18 |
2,7…3,2 |
6,5 |
13 |
|
3,2…3,7 |
10,5 |
21 |
3,2…3,7 |
7,0 |
14 |
|
3,7…4,2 |
12,5 |
22 |
3,7…4,2 |
8,0 |
16 |
|
4,2…4,7 |
13,0 |
24 |
4,2…1,7 |
9.0 |
18 |
|
4,7…5,2 |
14,0 |
26 |
4,7…5,2 |
10,0 |
20 |
|
5,2…5,7 |
15,0 |
28 |
5,2…5,7 |
11,0 |
22 |
|
5,7…6,0 |
16,0 |
30 |
5,7…6,0 |
12,0 |
24 |
Електроди для рельєфного зварювання повинні мати більшу площу контакту, ніж площа контакту при точковому зварюванні.
Рельєфним зварюванням виробляють також Т-подібні трубні з'єднання (після закруглення торців).
При рельєфному зварюванні деталей із різних металів рельєфи штампують на поверхні деталей із металу з більшими тепло- та електропровідністю.
Холоднокатані маловуглецеві (завтовшки більше 3 мм) та автоматні сталі, а також алюміній та його сплави з'єднують рельєфним зварюванням обмежено. Сталі, що цементуються, зварюють до цементування.
Контактне зварювання по рельєфах на пластині чи арматурі використовується для виготовлення закладних виробів будівельних конструкцій згідно з ГОСТ 14098-85 (рис. 3…5). Тривалість струму в цьому випадку визначають з умови забезпечення певного зазору між стрижнями та площиною пластини. При зварюванні по двох рельєфах спочатку приварюється стрижень до рельєфу, що знаходиться збоку робочої частини анкера, а потім приварюють стрижень до другого рельєфу.
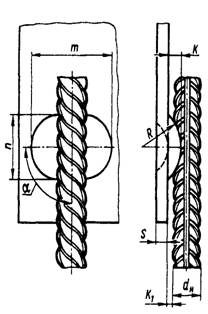
Рис. 3. Конструктивні елементи напусткових з'єднань арматури з одним рельєфом (тип з’єднання Н2-Кр)
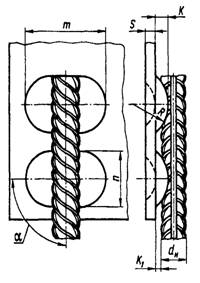
Рис. 4. Конструктивні елементи напусткових з'єднань арматури з двома рельєфами (тип з'єднання Н3-Кп)
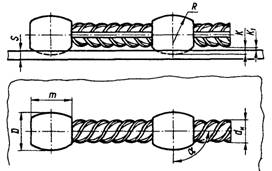
Рис. 5. Конструктивні елементи напусткових з'єднань арматури на арматурному стрижні (тип з'єднання Н4-Ка)
Часто рельєфним зварюванням виконують таврові з'єднання між стрижнями й пластинами (рис. 6).

Рис. 6. Конструктивні елементи зварних таврових з'єднань (тип з'єднання Т6-Кс)
Контактне рельєфне зварювання опором використовується при масовому виробництві закладних деталей типу «відкритий стілець». Основні параметри режиму зварювання, умови штампування рельєфів та зварювальне обладнання аналогічні таким, як при виготовленні з'єднань деталей типів Н2-Кр, Н3-Кп та Н4-Ка (ГОСТ 14098-85). Для зварювання верхній електрод контактної точкової машини замінюють спеціальним електродним пристроєм, який забезпечує затиснення стрижня, що приварюється, підведення струму, осадження стрижня з одночасним формуванням його кінця у вигляді конуса із заданим розміром основи.
У процесі зварювання торець стрижня, який стискується з рельєфом пластини, нагрівається завдяки теплу, що генерується на контактному опорі. При температурі 900…1100 °С рельєф та конус осаджуються зусиллям зварювання.
Для рельєфного зварювання використовуються різноманітні спеціальні електроди (рис. 7, 8).
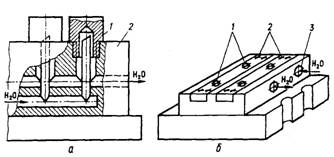
Рис. 7. Електроди для багатоточкового зварювання:
а - електродні вставки 1 в основі 2:
б - вставки 1 з перехідними тримачами 2, 3 - отвори охолодження
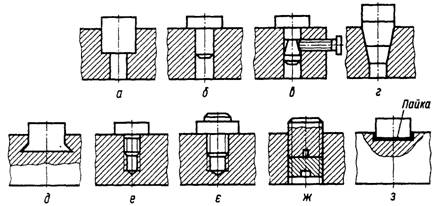
Рис. 8. Електроди зі змінними вставками:
а, б - із запре совкою;
в - з бічним болтом;
г - з конусною посадкою;
д - з клиновидною посадкою;
е, є, ж - з різьбою;
з - паяні
Під час багатоточкового рельєфного зварювання знаходять місце електроди, електродні плити або плити з електродними вставками.
Рельєфне зварювання широко використовується для з'єднання деталей так званих закріплювачів (болтів, гайок, шпильок, скоб, гвинтів і т. ін.) з деталями, що виробляються з листового металу.
Рельєфи на головках болтів, гвинтів, поверхнях гайок або скоб (рис. 9) виготовляють холодним висадженням під час вироблення самих деталей. Розміри таких рельєфів можна встановити за наступними формулами:
![]() та
та ![]() ,
,
де ![]() - діаметр (ширина) основи рельєфу, мм;
- діаметр (ширина) основи рельєфу, мм; ![]() - висота рельєфу, мм;
- висота рельєфу, мм; ![]() - товщина
деталі, що виготовляється із листового металу, мм.
- товщина
деталі, що виготовляється із листового металу, мм.
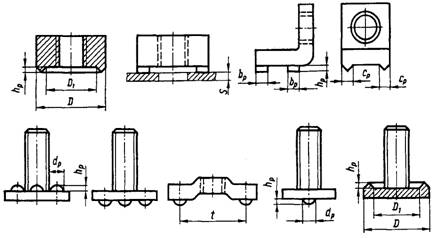
Рис. 9.
Закріплювачі, що приєднують до інших деталей рельєфним зварюванням: ![]() ,
, ![]() ,
, ![]() ,
, ![]() - діаметр, довжина, висота і товщина
рельєфів;
- діаметр, довжина, висота і товщина
рельєфів; ![]() - відстань між рельєфами;
- відстань між рельєфами; ![]() ,
, ![]() - діаметри кільцевих рельєфів;
- діаметри кільцевих рельєфів; ![]() - товщина
деталей листового металу
- товщина
деталей листового металу
Струм та зусилля зварювання ![]() ,
, ![]() , для подібних з'єднань знаходять,
орієнтуючись відповідно на щільність струму
, для подібних з'єднань знаходять,
орієнтуючись відповідно на щільність струму ![]() , А/мм2,
та тиск електродів
, А/мм2,
та тиск електродів ![]() , даН/мм2, що є характерними
для точкового зварювання листових конструкцій із того ж металу:
, даН/мм2, що є характерними
для точкового зварювання листових конструкцій із того ж металу:
![]() ;
; ![]() ,
,
де ![]() - загальна площа зварювання за 1 цикл.
Для з'єднань у вигляді окремих точок або кільця
- загальна площа зварювання за 1 цикл.
Для з'єднань у вигляді окремих точок або кільця
![]() ,
,
де ![]() - площа контакту одного рельєфу, мм2,
із плоскою частиною іншої деталі;
- площа контакту одного рельєфу, мм2,
із плоскою частиною іншої деталі; ![]() - кількість рельєфів в зоні зварювання.
- кількість рельєфів в зоні зварювання.
Тривалість зварювання ![]() встановлюється залежно від товщини
деталі (найменшої) як при точковому зварюванні листових конструкцій.
встановлюється залежно від товщини
деталі (найменшої) як при точковому зварюванні листових конструкцій.