Выбор оптимального режима контактной точечной сварки методом планирования эксперимента
В.Г. Квачев (Институт кибернетики АН УССР)
Контактная точечная сварка — один из самых производительных способов соединения металлов. В связи с широким использованием ее в массовом производстве и отсутствием совершенных методов неразрушающего контроля особое значение приобретает строгое соблюдение требований, предъявляемых к технологическому процессу на этапах подбора режима, подготовки материалов под сварку, сборки деталей и т.д. При этом подбор оптимального режима сварки определяет воспроизводимость заданного качества соединений. Нетрудно показать, что при прочих равных условиях и постоянной колеблемости основных параметров режима функция стабильности качества y=f(x1, x2…xn) — параметры режима, зависит от соотношения этих параметров и имеет максимум в области оптимальных режимов сварки.
При точечной сварке материала определенной толщины режим задается временными зависимостями сварочного тока Iсв(t) и усилия сжатия Fcж(t), а также размерами и формой контактной поверхности электродов.
Рядом исследователей предложены формулы для расчета тока, как основного параметра, обусловливающего выделение тепла при сварке [1, 2]. Однако попытки их практического использования сопряжены с известными трудностями, вызванными сложностью расчетов и несовпадением полученных данных с практическими результатами [3]. В последнее время для определения режимов сварки применяют теорию подобия или метод обобщенных переменных [4].
Однако существующие аналитические методы позволяют лишь предварительно оценить область изменения параметров режима, окончательный выбор которых требует существенного экспериментального корректирования.
Результаты корректирования расчетных и табличных значений параметров практически всецело зависят от квалификации технолога- сварщика, его опыта и методики, используемой при подборе режима. Естественно, такой подход привносит субъективный фактор, что зачастую приводит к непроизводительным затратам времени и материалов.
Выбор и корректирование режимов сварки — типичная задача оптимизации, т.е. нахождения наилучших в определенном смысле значений параметров режима. При заданном критерии качества (обычно это диаметр ядра (dя или разрывное усилие) задача оптимизации заключается в определении параметров, принадлежащих некоторой области допустимых значений и обеспечивающих экстремум выбранного критерия.
При наличии аналитической зависимости между управляющими параметрами режима и критерием качества решение этой задачи не составляет особого труда. Однако недостаточная изученность процесса сварки, большое количество параметров и случайный характер возмущений не позволяют получить достаточно точного аналитического описания. Поэтому оптимальные параметры режима могут быть определены с помощью методов математического планирования экспериментов, основанных на обработке данных, которые получены непосредственно на действующем объекте. При этом в отличие от аналитического исследования осуществляется локальное изучение поверхности отклика [5] по результатам некоторого набора экспериментов, В результате ряда последовательных процедур изучения поверхности отклика получают его экстремальное значение, причем эксперименты планируются таким образом, чтобы минимизировать количество опытов и время, затрачиваемое на поиск экстремума. Обычно наиболее эффективно использование факторных методов планирования, получивших в последнее время широкое распространение при исследовании технологических процессов.
Для решения поставленной задачи был применен метод последовательного симплекс-планирования [5, 7]. Основная идея его заключается в том, что поверхность отклика в некоторой области аппроксимируется линейным приближением с помощью минимального числа экспериментальных точек, образующих симплекс, и движение по этой поверхности в поисках оптимального значения осуществляется путем отбрасывания вершины симплекса с меньшим откликом и построения новой, являющейся зеркальным отображением отброшенной. Это позволяет совместить процесс изучения поверхности отклика с перемещением по ней. Достигнув области экстремума, симплекс начинает вращение вокруг вершины максимальным откликом. Это свидетельствует о том, что все остальные вершины, определяемые соотношением исходных параметров, дают меньший по сравнению с дентальной выход и используются для определения окончания процесса оптимизации.
Более подробное описание алгоритма метода симплекс-планирования будет рассмотрено ниже. Здесь же необходимо отметить основные достоинства, обусловившие выбор этого метода для решения задачи:
1) использование его не требует специальных математических знаний. Вычисления крайне просты, все приемы формализованы, поэтому метод пригоден как для ручной, так для машинной реализации;
2) направление движения определяется не точными количественными значениями отклика, а лишь соотношением между ними. Это особенно важно в случае затруднений при измерении показателя качества сварки;
3) ввиду того, что перемещение симплекса основывается на качественной информации не нужно предъявлять слишком высокие требования к точности поддержания и измерения значений параметров, соответствующих координатам вершин. Это позволяет использовать метод непосредственно в производственных условиях, где измерение и поддержание значений параметров с высокой точностью затруднены.
Ниже на примере выбора оптимального
режима точечной сварки материала Д16АМ ![]() мм на низкочастотной машине показана методика
применения симплекс-планирования. Эксперимент планировался для двух независимых
переменных режима: максимального значения импульса сварочного тока Iсв max
и усилия сжатия электродов Fсж. Остальные параметры (время
сварки, диаметр электрода
dэ радиус его заточки Rз и т.д.) поддерживались
на заданном уровне.
мм на низкочастотной машине показана методика
применения симплекс-планирования. Эксперимент планировался для двух независимых
переменных режима: максимального значения импульса сварочного тока Iсв max
и усилия сжатия электродов Fсж. Остальные параметры (время
сварки, диаметр электрода
dэ радиус его заточки Rз и т.д.) поддерживались
на заданном уровне.
На основании данных таблиц рекомендованных
режимов выбирались диапазон изменения каждой из переменных: 25 кА ![]() Iсв max
Iсв max ![]() 35 кА, 280 кг
35 кА, 280 кг![]() сж
сж![]() 400 кг – интервал варьирования
400 кг – интервал варьирования ![]() ; величина
; величина ![]() кА,
кА, ![]() кг.
кг.
В качестве критерия оптимизации принимали диаметр ядра сварной точки. Переменные режима измерялись с помощью специализированной аппаратуры [6].
Симплексом, как известно, называется простейшая выпуклая геометрическая фигура, обладающая минимальным количеством вершин n+1, где n - число исследуемых переменных. В рассматриваемом случае при n=2 регулярный симплекс представляет собой равносторонний треугольник, координаты вершин которого в пространстве исследуемых переменных определяют план опытов.
Начальный симплекс строился для режима Iсв max=175. Fсж=120. Ввиду того что предварительная оценка направления
движения затруднена, ориентация первоначального симплекса произвольна. Поэтому
расположим его сторону А1–А2
параллельно
оси тока (рисунок, а). Учитывая выбранные интервалы
варьирования параметров и пользуясь матрицей планирования [7], строим начальный
симплекс A1A2A3. Результаты
опытов в вершинах симплекса (табл. 1) показали, что минимальное значение
диаметра ядра дает режим, определяемый точкой А2. Поэтому для
осуществления движения в направлении увеличения отклика необходимо отбросить
точку А2 и
на оставшейся стороне А1–А3 достроить новый симплекс
путем добавления точки А4.
Координаты новой точки определяются следующим соотношением:
Aji=2/n(A1i + A2i + …+ Aji + …+ Ak+1.i) - Aji
i=1, 2, 3,…, k.
Здесь первый индекс обозначает номер вершины симплекса, а второй — ее координату: j - номер вершины с минимальным откликом. Для рассматриваемого случая координаты точки А4 вычисляются так:
A4(Fсж)=2/2 [A1(Fсж)+A3(Fсж)]–A2(Fсж);
A4(Iсв max)=2/2[A1(Iсв max)+A3(Iсв max)]–A2(Iсв max).
После проведения эксперимента в точке A4 производится сравнительная оценка диаметра ядра для режимов A1, A3, A4 . Точка симплекса с минимальным выходом отбрасывается и описанная процедура повторяется.
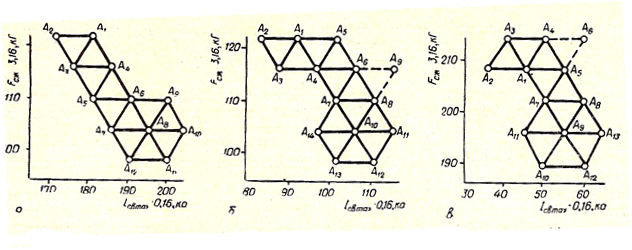
Рис. Траектория движения симплекса при определении оптимального режима сварки (dэ=20мм, Rз=75мм)
А - сплава Д16АМ; б – сплава АМг6; в – нержавеющей стали 1Х18Н9Т
Как видно из рисунка и табл. 1, после достижения симплексом точки А8 поступательное движение прекратилось.
Таблица 1
|
№ опыта |
Симплекс |
Точка, в которой проводится опыт |
Координаты вершин |
dя, мм |
|
|
Iсв max |
Fсж |
||||
|
1 |
A1A2A3 |
A1 |
180 |
122 |
2,7 |
|
2 |
A1A2A3 |
A2 |
170 |
122 |
2,0 |
|
3 |
A1A2A3 |
A3 |
175 |
116 |
3,0 |
|
4 |
A1A3A4 |
A4 |
185 |
116 |
3,6 |
|
5 |
A3A4A5 |
A5 |
180 |
110 |
3,9 |
|
6 |
A4A5A6 |
A6 |
190 |
110 |
4,2 |
|
7 |
A5A6A7 |
A7 |
185 |
104 |
4,0 |
|
8 |
A6A7A8 |
A8 |
195 |
104 |
4,5 |
|
9 |
A6A8A9 |
A9 |
200 |
110 |
4,1 |
|
10 |
A8A9A10 |
A10 |
205 |
104 |
4,4 |
|
11 |
A8A10A11 |
A11 |
200 |
98 |
4,3 |
|
12 |
A8A11A12 |
A12 |
190 |
98 |
4,0 |
|
Примечание. В опытах № 10, 11 произошел выплеск. |
|||||
При сварке на режиме, определяемом точкой А10, диаметр ядра увеличился, но при этом произошел выплеск. Следующий симплекс был построен на стороне А8…А10, и эксперимент, проведенный в точке А11, также привел к выплеску. Завершающий опыт в вершине А12 дал существенно меньшие размеры диаметра ядра по сравнению с режимом, определяемым точкой А8.
После завершения цикла вращения симплекса вокруг вершины А8 оказалось, что режимы A9, A10, A11, A12 дают меньший диаметр ядра либо приводят к выплескам.
Для уточнения координат оптимального режима в точке А8 был проведен ряд опытов, которые дали хорошую воспроизводимость результатов. Таким образом, в качестве оптимального был определен режим, соответствующий вершине А8 с координатами Iсв max=190, Fсж=104.
Аналогичный эксперимент по выбору оптимального
режима сварки был проведен также для материалов АМг6 и 1Х18Н9Т ![]() мм. Траектории движения симплексов
для них приведены на рис. б
и в. В табл. 2 указаны оптимальные
режимы в натуральных единицах.
мм. Траектории движения симплексов
для них приведены на рис. б
и в. В табл. 2 указаны оптимальные
режимы в натуральных единицах.
Таблица 2
|
Свариваемый материал |
Iсв max, кА |
Fсж, кг |
|
Д16АМ |
31,2 |
330 |
|
АМг6 |
17,6 |
330 |
|
1Х18Н9Т |
8,8 |
620 |
Литература
1. А.С. Гельман, Технология и оборудование контактной сварки, Машгиз, М., 1960.
2. К.А. Кочергин, Вопросы теории контактной сварки, Машгиз, М, — Л., 1950.
2. Г.Ф. Скакун, А.А. Чакалаев, К вопросу расчета некоторых параметров режима точечной сварки легких сплавов, сб. «Надежность сварных соединений и конструкций», «Машиностроение», М, 1967.
3. В.К. Лебедев, Ю.Д. Яворский, Применение критериев подобия для определения режимов сварки, «Автоматическая сварка», № 8, 1960.
4. В.В. Налимов, Н.А. Чернова, Статистические методы планирования экстремальных экспериментов, «Наука», М., 1965.
5. Б.Е. Патон и др., Автоматизация экспериментальных исследований сварочных процессов, «Автоматическая сварка», № 6, 1970.
6. П.В. Ермуратский, Симплексный метод оптимизации, «Труды МЭИ», вып. 67, 1966.
Источник: журнал «Автоматическая сварка» № 2, 1971 г.
Это интересно
Для эффективного выполнения строительных работ необходимо использование современной строительной техники. Однако, порой имеющиеся финансовые ресурсы не позволяют выполнять крупные приобретения строительной техники. Поэтому зачастую предприятия готовы брать в аренду необходимое строительное оборудование и технику. Так в последнее время активно развивается услуга аренды компрессора и отбойного молотка. Следует учесть то, что специализированные фирмы предлагают в аренду современное строительное оборудование, заметно отличающее от моделей, которые эксплуатировались 10…20 лет назад. К примеру, аренда компрессора, позволяет пользоваться оборудованием, которое прекрасно выдерживает высокие и низкие температуры, обладает низким уровнем расхода горюче-смазочных материалов, обладает более низким уровнем вибрации и шума, более безопасно и надежнее.