Выбор сплава для электродов точечных машин для сварки низкоуглеродистых сталей
С.К. Слиозберг, Э.М. Михайлова, С.К. Гинзбург (ВНИИЭСО)
В соответствии с ГОСТ 14111—69 материалы электродов контактных точечных машин должны быть жаропрочными и электропроводными. Это обусловлено тем, что электроды работают при высокой температуре под значительными нагрузками и одновременно служат токоподводом. Однако, как показал опыт, в большинстве случаев такие общие требования не позволяют выбрать лучшие материалы. Исследования, а также практика эксплуатации электродов показали, что их стойкость зависит от режима сварки, характера и толщины соединяемых материалов, структуры и свойств металла электродов, а также от их конструкции и условий охлаждения.
Экспериментально установлено, что максимальная рабочая температура электродов достигает 600…700° С, превышая температуру рекристаллизации электродных сплавов, а напряжения от усилий сжатия свариваемых деталей составляют нередко 20…25 кг/мм2, что больше предела текучести материала.
Особенность работы электродов состоит в том, что температура и давление длительное время действуют циклически. Резкие циклические нагревы и охлаждения контактной поверхности электродов усугубляются внутренним охлаждением их проточной водой и приводят к возникновению дополнительных термических напряжений. В металле рабочего торца электрода эти напряжения суммируются с циклическими напряжениями от внешних сил, вызывая ползучесть, механическую (малоцикловую вследствие высоких напряжений) и термическую усталость.
На большинстве предприятий в качестве материала электродов для точечной сварки низкоуглеродистой стали используется хромовая бронза Бр.Х.
Свойства бронзы Бр.Х определяются ее химическим составом, технологией изготовления и термической обработкой. Правильно подобранный режим термомеханической обработки этого материала обеспечивает перевод в твердый раствор определенного количества хрома, оптимальный размер зерен и включений и, как следствие, наилучшие свойства сплава.
В промышленности на контактных машинах обычно выполняют 25…30 сварных точек в минуту. Однако на автомобильных заводах при массовом производстве скорость точечной сварки весьма высока и доходит до 150…200 точек в минуту. Вследствие неизбежного при этом повышения температуры на торце электрода, резкого увеличения числа циклов нагревов и охлаждений, приложения и снятия давления значительно ухудшаются условия работы электродов сварочных машин. Металл быстрее разупрочняется, электроды требуют более частой зачистки, переточки и смены, что приводит к большим потерям времени.
Для
количественной оценки влияния скорости сварки на стойкость электродов были
проведены специальные исследования с использованием электродов из бронзы Бр.Х
серийной поставки завода «Красный выборжец», содержащей 0,62% Cr. Низкоуглеродистая сталь ![]() мм сваривалась
на машине МТ-1202 с регулятором времени РЦС-501 на режимах, обеспечивающих
получение доброкачественных соединений (Icв≈7,5
ка, Рэ=320 кг,
мм сваривалась
на машине МТ-1202 с регулятором времени РЦС-501 на режимах, обеспечивающих
получение доброкачественных соединений (Icв≈7,5
ка, Рэ=320 кг, ![]() сек). Температура на контактной
поверхности электродов в процессе сварки измерялась с помощью
хромель-алюмелевых термопар
сек). Температура на контактной
поверхности электродов в процессе сварки измерялась с помощью
хромель-алюмелевых термопар ![]() мм, укрепленных на торце электрода. Для
измерения величины и характера изменения давления на электродах в процессе сварки
применялись тензометрические датчики сопротивления. Установлено, что при сварке
низкоуглеродистой стали со скоростью 200 точек в минуту температура контактной
поверхности электрода при нагреве достигает 700…720° С, а при выключении тока
снижается до 350…400° С. При скорости сварки 30 точек в минуту эти температуры
составляют соответственно 450 и 50° С. Удельное давление на электродах от
усилия сжатия при сварке составляло 11…12 кг/мм2.
мм, укрепленных на торце электрода. Для
измерения величины и характера изменения давления на электродах в процессе сварки
применялись тензометрические датчики сопротивления. Установлено, что при сварке
низкоуглеродистой стали со скоростью 200 точек в минуту температура контактной
поверхности электрода при нагреве достигает 700…720° С, а при выключении тока
снижается до 350…400° С. При скорости сварки 30 точек в минуту эти температуры
составляют соответственно 450 и 50° С. Удельное давление на электродах от
усилия сжатия при сварке составляло 11…12 кг/мм2.
Стойкость электродов определялась по методике работы [1] и оценивалась по увеличению исходного диаметра контактной поверхности на 20%. Рис. 1 иллюстрирует изменение исходного диаметра контактной поверхности электродов в зависимости от числа выполненных точек и при различном темпе сварки.
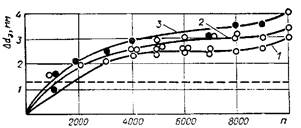
Рис.
1. Изменение диаметра контактной поверхности электродов из хромовой бронзы ![]() при различной скорости сварки (исходный
диаметр 7 мм):
при различной скорости сварки (исходный
диаметр 7 мм):
1 — 30 точек в минуту; 2 — 100 точек в минуту; 3 — 200 точек в минуту; - - - - - - — увеличение исходного диаметра на 20%.
Снижение стойкости электродов с повышением темпа сварки может быть объяснено увеличением деформации электродных сплавов при циклических воздействиях усилий и температур, приводящих к нарушению полученной после термомеханической обработки оптимальной структуры сплава и уменьшению сопротивления деформации.
Исследования электродов для точечной сварки низкоуглеродистых и низколегированных сталей выявили недостаточную стойкость хромовой бронзы, особенно при большом темпе работы. Повысить стойкость сплава можно только дополнительным легированием.
Двойная хромовая бронза разупрочняется при температуре 0,47Тпл (начало рекристаллизации), а предел длительной (сточасовой) прочности сплава при 500° С составляет всего 4 кг/мм2. Введение в хромовую бронзу 0,25…0,3% Zr повышает температуру начала рекристаллизации до 0,59Tпл, а предел длительной прочности при 500°С до 14…16 кг/мм2 [5].
Большая стойкость электродов из хромоциркониевых бронз типа Мц5, Мц5А, содержащих соответственно 0,4…0,7 и 0,2…0,4% Сг, 0,2…0,35% Zr, подтверждает благоприятное влияние дополнительного легирования хромовой бронзы. Однако при сварке в электродах из этих сплавов образуются трещины, что, по-видимому, связано с их недостаточной пластичностью при высокой температуре.
На сопротивление ползучести
благоприятно влияют малые добавки легирующих элементов, которые повышают
температуру рекристаллизации и механические свойства сплавов. Легирование увеличивает
стабильность выделившихся частиц, затрудняя их растворение и замедляя
диффузионные процессы. Опыты показали, что малые добавки циркония и титана
существенно повышают пластичность хромовой бронзы. На рис. 2 показана
зависимость пластичности (величин ![]() и
и ![]() ))
от температуры испытания двойной хромовой бронзы Бр.Х, хромоциркониевого сплава
Мц5 и хромовой бронзы Бр.Х с 0,4% Cu и
малыми добавками циркония и титана (в пределах до 0,08% каждого элемента). Последний
сплав имеет высокую пластичность, особенно в интервале температур работы электродов.
))
от температуры испытания двойной хромовой бронзы Бр.Х, хромоциркониевого сплава
Мц5 и хромовой бронзы Бр.Х с 0,4% Cu и
малыми добавками циркония и титана (в пределах до 0,08% каждого элемента). Последний
сплав имеет высокую пластичность, особенно в интервале температур работы электродов.
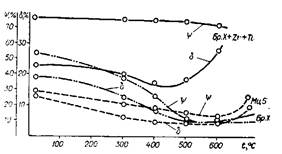
Рис. 2. Зависимость пластичности некоторых электродных сплавов от температуры
Электроды точечных машин с необходимыми свойствами для сварки низкоуглеродистой стали, особенно с высоким темпом, по-видимому, можно изготовлять из бронзы с несколько уменьшенным против стандартного содержанием хрома (0,4…0,5%), дополнительно легированной малыми добавками циркония и титана.
После термомеханической обработки бронза с 0,4…0,5% Сr отличается оптимальной структурой: достаточно крупным зерном и большим количеством равномерно распределенных частиц. Из изготовленных из материала Бр.Х максимально стойкими при среднем темпе сварки оказались электроды из указанной бронзы. Дополнительное легирование данной бронзы малыми добавками циркония и титана существенно увеличивает ее пластичность в условиях повышенной температуры, в которых работают электроды при большом темпе сварки. Это уменьшает возможность образования в них трещин. Помимо того, при введении титана можно ожидать возрастания сопротивления ползучести. Следует отметить, что при легировании сохраняется высокая прочность бронзы.
Структура сплава крупнозернистая с равномерными дисперсными выделениями второй фазы. Зерно крупнее, чем у серийной хромовой бронзы, что может быть объяснено меньшим содержанием хрома и малым, при принятых пределах легирования, влиянием циркония и титана. Сравнительные испытания стойкости электродов из ряда сплавов при сварке низкоуглеродистой стали, особенно при высоком темпе работы, выявили преимущество бронзы, легированной хромом, цирконием и титаном, и позволили рекомендовать этот материал в качестве электродного (рис. 3).
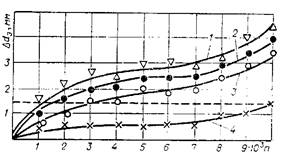
Рис. 3. Сравнительная стойкость электродов из ряда сплавов при сварке низкоуглеродистой стали со скоростью 200 точек в минуту (исходный диаметр контактной поверхности электрода 7 мм):
1 — Бр.Х; 2 — Мц5; 3 — Бр.НБТ; 4 — Бр.Х с добавками
циркония и титана; - - - - — увеличение исходного диаметра на 20%.
Литература
1. С.К. Слиозберг, Исследование сплавов для электродов контактных машин, «Автоматическая сварка», № 1, 1963.
2. С. Мансон, Ползучесть при нестационарных температурах и напряжениях, сб. «Механические свойства материалов при повышенных температурах», «Металлургия», 1965.
3. Э.М. Михайлова, Поведение металла электродов при точечной сварке малоуглеродистой стали, «Сварочное производство», № 6, 1970.
4. Э.М. Михайлова, Г.Г. Буссель и др., Стойкость электродов при точечной сварке легких сплавов, «Сварочное производство», № 8, 1969.
5. М.В. Захаров, С.И. Чижов и др., Новые сплавы для электродов контактных машин, «Сварочное производство», № 5, 1967.
Источник: журнал «Автоматическая сварка», 1971 г., № 3
Это интересно
В современный век глобализации все большее значение приобретает необходимость знания иностранных языков. Ни для кого не секрет, что наибольшей эффективности при изучении языка можно добиться, только тогда, если к этому вопросу подходить комплексно. Так изучение арабского в Москве на курсах в «ВКС-Глобус» предполагает многоуровневую систему. Для студентов никогда не изучавших арабский язык организовываются группы для начинающих. Если слушатель уже обладает определенными навыками в общении на арабском, после соответствующих тестов он присоединяется к группе своего уровня. В программу изучения арабского языка входит изучение современной жизни стран, где население в основном говорит на арабском. Также изучают историю, культуру, экономику и географию арабских стран. Главная цель обучения научить слушателя общаться на арабском языке. Процесс обучения языка шестиуровневый, по окончании сдается общий экзамен, и слушатель получает соответствующий сертификат.