Доводочные операции после стыковой сварки
После сварки удаляют грат, иногда и местное утолщение зоны сварки шва. Способы удаления выбирают в зависимости от конфигурации деталей, возможности сварочного оборудования и системы организации производства.
При небольших компактных сечениях деталей (стержни, наружные швы труб) грат и утолщение удаляют в зажимах сварочной машины при нагретом металле специальными стальными ножами (рис. 1), на металлорежущих станках, специальными разъёмными кольцами с встроенным в них вращающимся металлорежущим инструментом. После сварки рельсов грат срезают протягиванием горячего стыка через специальные ножи. Для повышения циклической прочности соединений рельсы по периметру дополнительно строгают и шлифуют. После сварки полос швы обрабатывают резцовыми и плужковыми гратоснимателями. В первом случае (рис. 2, а) резцовая головка двигается и срезает грат вдоль стыка при неподвижной детали, во втором (рис. 2, б) — грат срезается протягиванием полосы между неподвижными косыми ножами. Наибольшие трудности возникают при обработке сварного шва внутри трубных деталей. В прямых трубах малого и среднего диаметра грат срезают дорном (рис. 3), который насаживают на штангу и проталкивают через горячий стык с использованием пневматического цилиндра. Иногда для более тщательного удаления высаженного металла применяют специальный режущий инструмент (рис. 4). Если труба имеет изгибы, то используют стальные снаряды (рис. 5), которые разгоняют в трубе сжатым воздухом. Движущийся снаряд сбивает грат. В трубах большого диаметра сварной шов обрабатывают специальными вращающимися гратоснимательными устройствами с установленными в них резцами (рис. 6) или бойками. Последние закрепляют шарнирно и за счет центробежной силы сбивают грат и сглаживают поверхность высаженного металла в стыке. Обработку соединений после сварки кольцевых деталей осуществляют при помощи двух вращающихся барабанов с укрепленными в них режущими ножами (рис. 7).
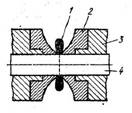
Рис. 1. Схема сварки стержня с устройством для срезания грата:
1 — грат; 2 — нож; 3 — электрод; 4 — деталь
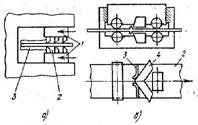
Рис. 2. Удаление грата при сварке полос:
а — многорезцовыми головками;
б — косым ножом; 1 — резцовая головка; 2 — полоса; 3 — грат; 4 — нож
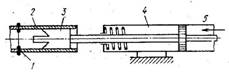
Рис. 3. Приспособление для перемещения дорна при пробивке грата:
1 — стык; 2 — труба; 3 — дорн; 4 — пневмоцилиндр; 5 — подача сжатого воздуха
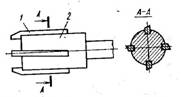
Рис. 4. Фреза для обработки внутреннего шва трубы:
1 — нож; 2 — барабан
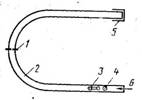
Рис. 5. Схема удаления внутреннего грата снарядом:
1 — стык; 2 — змеевик; 3 — снаряд-дорн; 4 — резиновый уплотнительный шар; 5 — снарядоловитель; 6 — подача сжатого воздуха
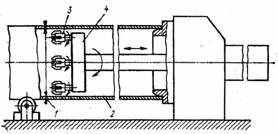
Рис. 6. Схема установки для обработки внутреннего шва при сварке труб большого диаметра:
1 — стык; 2 — труба; 3 — фреза; 4 — поворотная головка
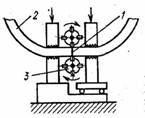
Рис. 7. Схема обработки шва при сварке кольцевых деталей:
1 — стык; 2 — кольцо; 3 — фреза
При обработке стыков сложной формы, а также при единичном изготовлении деталей широко используют переносные пневматические зубила и вращающиеся шлифовальные круги.