Электроды, применяемые для роликовой сварки
Конструкция электродов (роликов) для роликовой сварки зависит от размеров и формы свариваемых узлов, способа крепления роликов на машине, а также от способа охлаждения. При сварке используют ролики со следующей формой рабочей части (рис. 1): 7 — прямой профиль с двусторонним скосом; 2 — закругленный профиль без скосов; 3 — прямой профиль с односторонним скосом; 4 — закругленный профиль с односторонним скосом; 5 — закругленный профиль с двусторонним скосом; 6 — прямой профиль без скосов; 7 — вогнутый профиль.
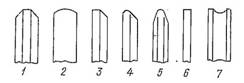
Рис. 1. Различная форма рабочей поверхности роликов
Охлаждение роликов может быть естественным (воздушным), от охлаждаемой оси и искусственным (водяным), а также комбинированным. Охлаждение массивных роликов большого диаметра при сварке стали с небольшой скоростью и частых перерывах между операциями может быть естественным. При большой величине тока и значительной толщине свариваемых деталей применяют водяное охлаждение роликов. Наиболее простым является наружное водяное охлаждение роликов и зоны сварки. При таком способе используются ролики простой конструкции. Наружное охлаждение применяют в том случае, если назначение узла допускает попадание в него влаги, а металл является достаточно стойким в коррозионном отношении.
В большинстве сварочных машин применяют внутреннее водяное охлаждение оси, через которую отводится тепло от ролика. Более эффективным является внутреннее охлаждение роликов, но оно требует установки уплотняющей прокладки между осью и торцом ролика. Конструкция ролика с внутренним охлаждением показана на рис. 2, а. Вода поступает из оси по каналам в теле ролика 1 в кольцевую проточку. Существенной трудностью при изготовлении такого ролика является герметизация проточки кольцом 2. Кольцо может быть соединено с роликом 1 с помощью пайки; при этом следует применять припои, температура плавления которых меньше, чем температура начала разупрочнения металла ролика. Крепление кольца может быть выполнено на винтах с герметизирующей прокладкой. На рис. 2, б приведена конструкция ролика с внутренним охлаждением для машин типа МШП. Ролик 1 закреплен на валу 2 с помощью резьбовых шпилек 4 с гайками, которые прижимают к наружному торцу ролика диск 5. Вода поступает по трубке.3 во внутреннюю полость диска 5 и затем по радиальным каналам 6 подходит к торцу ролика и, омывая его, по каналам 7 подается в полость вала 2, Резиновые кольцевые уплотнения исключают попадание воды на свариваемые детали.
В настоящее время посадочные части роликов наиболее распространенных конструкций выполняются по нормали МН 113—60. Установлено три исполнения роликов:
1) с посадочным отверстием диаметром 25 мм и четырьмя отверстиями под шпильки крепления;
2) с посадочным отверстием диаметром 40 или 45 мм и шестью отверстиями;
3) с посадочным отверстием диаметром 60 мм и восемью отверстиями.
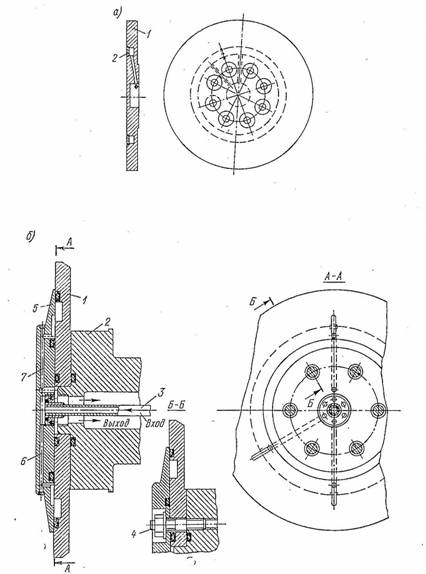
Рис. 2. Конструкции роликов с внутренним охлаждением
При необходимости интенсифицировать выделение тепла в одной из деталей применяют ролики со специальной конструкцией рабочей части. Для сварки деталей с большой разницей в толщине или очень теплопроводных металлов используют ролики (рис. 3, а), у которых основание 1 выполнено из медного сплава, а рабочая часть 2 — из вольфрама или молибдена, припаянного к основанию. Повышения интенсивности нагрева также достигают за счет «сужения» тока на ограниченной площади рабочей поверхности ролика 1 с помощью двух стальных колец 3 (рис. 3, б) или выполнения на боковых поверхностях ролика Кольцевых выточек (рис. 3, в), уменьшающих сечение токоподвода вблизи рабочей поверхности.
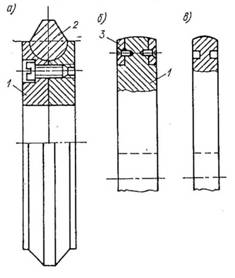
Рис. 3. Ролики со специальной рабочей частью:
а — из вольфрама;
б — со стальными кольцами;
в — с выточками
При швах большой протяженности на деталях малой толщины (0,1…0,3 мм) или имеющих какое-либо покрытие рабочая поверхность роликов быстро изнашивается, в связи с чем ухудшается качество сварки. В таких случаях роль рабочей поверхности роликов выполняет проволока из холоднотянутой меди (НВ 100) — рис. 4. Ролики имеют канавку, в которой помещена проволока, перематываемая при вращении роликов с одной катушки на другую. Такой способ обеспечивает стабильную форму рабочей поверхности и многократное использование проволоки в качестве электродов при роликовой сварке.
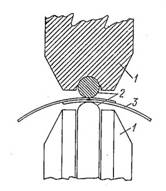
Рис. 4. Использование проволоки в качестве электродов при роликовой сварке:
1 — ролики; 2 — проволока; 3 — детали
Для роликовой приварки фланцев к листу могут использоваться электроды в виде чашек (рис. 5). Нижний электрод 5 неподвижен, а верхний 3 обкатывается по нахлестке фланца 4. Обкатка производится при вращении вокруг вертикальной оси электрододержателя 1, причем наклонная ось 6 описывает конус, а рабочая часть электрода 5 с фланцем 4 постоянно перемещается по окружности в соответствии с вращением электрододержателя 1. При использовании электродов «чашка—чашка» свариваемые детали неподвижны. Существенным преимуществом этого способа является отсутствие в цепи подвода сварочного тока скользящего контакта, так как верхний электрод не вращается относительно гибкой шины 2.
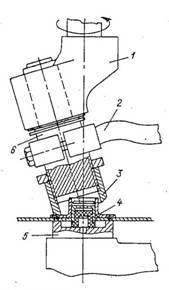
Рис. 5. Роликовая сварка электродами «чашка—чашка»
При роликовой сварке сильфонов с. арматурой используют электроды-цанги для зажима арматуры по наружной (рис. 6, а) или внутренней поверхности (рис. 6, б). Их обычно изготавливают из латуни под размер каждой из конкретных деталей и крепят при помощи резьбы на токоведущей оси машины. Вместо цанг могут использоваться гладкие оправки с плотной посадкой по отверстию в арматуре. Часто роликовую сварку выполняют с использованием промежуточных электродов-проставок. Такой способ применяется при сварке телескопических соединений трубок 1 в патроне 4 с помощью оправки 2 (рис. 7). Привод вращения осуществляется от патрона 4, ролики 3, 5 вращаются свободно. Возможно применение внутренней токопроводящей оправки для сварки продольного шва труб малого диаметра на поперечной машине.
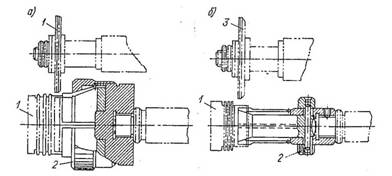
Рис. 6. Электроды-цанги, используемые при сварке сильфонов с арматурой:
а — наружная цанга;
б — внутренняя цанга;
1 — свариваемые детали; 2 — цанги; 3 — ролик
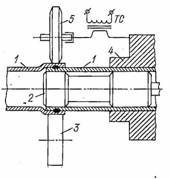
Рис. 7. Электроды-проставки, используемые при роликовой сварке труб
Это интересно
Вы никогда не задумывались, что лучше, приобрести отвертки в наборе, либо по одной? Давайте проанализируем разницу на примере набора отверток yaxun. В доме, для умелого хозяина всегда найдется работа: розетку отремонтировать, компьютер починить, в мобильном телефоне сим-карту заменить, новую мебель собрать и т.д. Для каждого случая необходима отвертка, в одном случае прямошлицевая, в другом крестовая, в третьем вообще специализированная. Как быть в таком случае? Бежать каждый раз в специализированный магазин за необходимой отверткой? Некоторые так и делают, но потом они валяются в разных местах и в некоторых случаях даже теряются. Однако хороший хозяин, как правило, только один раз покупает в специализированном магазине необходимый набор отверток с большим выбором типоразмеров и видов. Наборы отверток имеют одинаковый дизайн, качество и хранятся в специальной коробке исключающей их перемещение при транспортировке.