Измерение сварочного тока при точечной шовной и рельефной сварке
Температурное поле в зоне сварки зависит
от резко изменяющегося, особенно в начале цикла сварки, электрического
сопротивления деталей ![]() , а также от геометрии контакта,
теплофизических и механических свойств металла. Поэтому при одном и том же
действующем значении сварочного тока, распределение температур может быть
различным. Экспериментально установлено, что наиболее информативно при прочих
равных условиях измерять ток к концу цикла сварки, где электрическое
сопротивление
, а также от геометрии контакта,
теплофизических и механических свойств металла. Поэтому при одном и том же
действующем значении сварочного тока, распределение температур может быть
различным. Экспериментально установлено, что наиболее информативно при прочих
равных условиях измерять ток к концу цикла сварки, где электрическое
сопротивление ![]() становится относительно стабильным. В
частности (при
становится относительно стабильным. В
частности (при ![]() с), на однофазовых машинах переменного
тока целесообразно измерять действующее значение
с), на однофазовых машинах переменного
тока целесообразно измерять действующее значение ![]() за последний полупериод, а на машинах с
униполярным импульсом — амплитудное
за последний полупериод, а на машинах с
униполярным импульсом — амплитудное ![]() . Импульсы сварочного тока в общем случае
несинусоидальны и кратковременны, поэтому для их измерения используют
специальные датчики и аппаратуру. Так, датчик типа ДСТ применяют для наблюдения
и записи формы импульса сварочного тока на магнитоэлектрическом или катодном
осциллографе (устойчиво работает при
. Импульсы сварочного тока в общем случае
несинусоидальны и кратковременны, поэтому для их измерения используют
специальные датчики и аппаратуру. Так, датчик типа ДСТ применяют для наблюдения
и записи формы импульса сварочного тока на магнитоэлектрическом или катодном
осциллографе (устойчиво работает при ![]() кА). При взаимодействии протекающего
через полупроводниковую пластинку 5 (рис. 1) постоянного тока
кА). При взаимодействии протекающего
через полупроводниковую пластинку 5 (рис. 1) постоянного тока ![]() от батареи
от батареи ![]() (клеммы 3—4) с магнитным полем
напряженностью
(клеммы 3—4) с магнитным полем
напряженностью ![]() токоведущего участка 6 сварочной машины
на клеммах 1—2 возникает поперечная ЭДС Холла
токоведущего участка 6 сварочной машины
на клеммах 1—2 возникает поперечная ЭДС Холла
![]() ,
,
где
![]() — коэффициент, зависящий от материала и
размеров полупроводниковой пластинки.
— коэффициент, зависящий от материала и
размеров полупроводниковой пластинки.
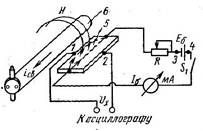
Рис. 1. Электрическая схема измерения сварочного тока датчиком типа ДСТ
Пропорциональность величин ![]() и
и ![]() позволяет
измерять магнитное поле машин, а следовательно, и сварочный ток. Для этого
необходимо лишь знать масштаб сигнала
позволяет
измерять магнитное поле машин, а следовательно, и сварочный ток. Для этого
необходимо лишь знать масштаб сигнала ![]() в амперах при постоянном значении
в амперах при постоянном значении ![]() , которое устанавливают переменным
сопротивлением
, которое устанавливают переменным
сопротивлением ![]() и измеряют миллиамперметром мА при замыкании
выключателя
и измеряют миллиамперметром мА при замыкании
выключателя ![]() . В датчике вместо полупроводниковой
пластинки 5 может быть использован магнитодиод. Магнитное поле сварочной машины
изменяет электрическое сопротивление магнитодиода, что приводит к
разбалансировке электрического моста, в плечо которого он установлен. При этом
в диагонали моста появляется напряжение, пропорциональное напряженности поля
(сварочному току).
. В датчике вместо полупроводниковой
пластинки 5 может быть использован магнитодиод. Магнитное поле сварочной машины
изменяет электрическое сопротивление магнитодиода, что приводит к
разбалансировке электрического моста, в плечо которого он установлен. При этом
в диагонали моста появляется напряжение, пропорциональное напряженности поля
(сварочному току).
Для периодического измерения сварочного тока используют прибор АСУ-1М (рис. 2, а, б). Для этого датчик 1, который представляет собой разъемную тороидальную катушку, надевают на токоведущий элемент сварочной машины 2 (консоль или электрододержатель). Тороидальная форма катушки позволяет получить сигнал напряжения, величина которого не зависит от места расположения катушки в контуре машины. Датчик 1 является измерительным трансформатором без железного магнитопровода, в котором роль первичной обмотки выполняет токоведущий элемент машин, а вторичной — тороидальная катушка.
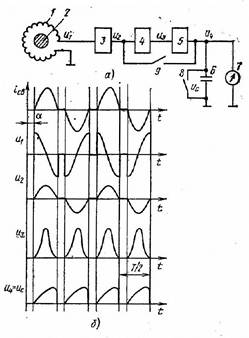
Рис. 2. Прибор для измерения сварочного тока:
а — структурная схема;
б — графики электрических процессов
При измерении ![]() размыкают ключ 9. Действующее значение переменного
тока за полупериод определяется выражением
размыкают ключ 9. Действующее значение переменного
тока за полупериод определяется выражением
![]() . (1)
. (1)
Рассмотрим общий случай измерения, когда
сварочный ток несинусоидален (![]() ). На клеммах датчика 1 возникает
напряжение
). На клеммах датчика 1 возникает
напряжение ![]() пропорциональное скорости изменения
магнитного потока или сварочного тока
пропорциональное скорости изменения
магнитного потока или сварочного тока
![]() .
.
В интегрирующем усилителе 3 происходит формирование сигнала, пропорционального сварочному току
![]() .
.
В диодном квадраторе 4 формируется сигнал, пропорциональный квадрату мгновенного значения сварочного тока
![]() .
.
Во втором интеграторе 5 формируется
сигнал ![]() , пропорциональный квадрату значения тока,
за
, пропорциональный квадрату значения тока,
за ![]() . Эта информация запоминается
конденсатором
. Эта информация запоминается
конденсатором ![]() и считывается электроизмерительным
прибором 7, в котором операция извлечения квадратного корня для получения
действующего значения сварочного тока в наибольшем, последнем полупериоде
предусматривается соответствующей градуировкой его шкалы
и считывается электроизмерительным
прибором 7, в котором операция извлечения квадратного корня для получения
действующего значения сварочного тока в наибольшем, последнем полупериоде
предусматривается соответствующей градуировкой его шкалы
![]() .
.
Полученное выражение соответствует исходному уравнению (1), так как
Сброс отсчета осуществляется путем разрядки конденсатора 6 замыканием ключа 8.
При измерении ![]() замыкают ключ 9 и, таким образом,
включают элементы 4 и 5 схемы (рис. 2, а).
замыкают ключ 9 и, таким образом,
включают элементы 4 и 5 схемы (рис. 2, а).
Сигнал, пропорциональный току,
формируется интегрирующим усилителем 3, запоминается конденсатором 6 и
считывается по линейной шкале стрелочного прибора 7. Предусмотрено устройство,
обеспечивающее постоянство отсчета независимо от полярности импульса тока
сварочной машины (при измерении тока на машинах с чередующимися по полярности
импульсами). Диапазон измерения прибора 2,5…200 кА, погрешность измерения ![]() %, минимальное
%, минимальное ![]() с. Креме АСУ-1М с аналогичным
диапазоном измерения
с. Креме АСУ-1М с аналогичным
диапазоном измерения ![]() и
и ![]() разработаны соответственно приборы
ИТ-02 и ИТ-03.
разработаны соответственно приборы
ИТ-02 и ИТ-03.
Для непрерывного слежения за током ![]() или
или ![]() применяют приборы типа КАСТ-2М, КСТ-1 и
др. В качестве примера на рис. 3 приведена схема прибора КАСТ-2М для контроля
применяют приборы типа КАСТ-2М, КСТ-1 и
др. В качестве примера на рис. 3 приведена схема прибора КАСТ-2М для контроля ![]() на машинах с униполярными импульсами
тока 5…200 кА. Контролируемое отклонение тока
на машинах с униполярными импульсами
тока 5…200 кА. Контролируемое отклонение тока ![]() от номинального значения
устанавливается в пределах от
от номинального значения
устанавливается в пределах от ![]() до
до ![]() %. В качестве
датчика тока использована индуктивная катушка 1, которая постоянно укреплена на
токоведущей консоли сварочной машины 2. Сигнал с катушки 1 поступает на
интегрирующий усилитель 4, который формирует сигнал
%. В качестве
датчика тока использована индуктивная катушка 1, которая постоянно укреплена на
токоведущей консоли сварочной машины 2. Сигнал с катушки 1 поступает на
интегрирующий усилитель 4, который формирует сигнал ![]() , пропорциональный мгновенному значению
сварочного тока. Далее сигнал
, пропорциональный мгновенному значению
сварочного тока. Далее сигнал ![]() поступает в реверсирующее устройство 5,
которое выдает сигнал
поступает в реверсирующее устройство 5,
которое выдает сигнал ![]() , пропорциональный
, пропорциональный ![]() и всегда одной полярности.
и всегда одной полярности.
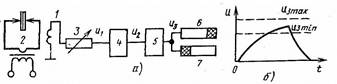
Рис. 3. Прибор КАСТ-2М для контроля отклонений амплитуды сварочного тока:
а — структурная схема;
б — настройка прибора
Для оценки амплитуды тока используют,
например, триггеры 6 и 7, срабатывающие лишь при определенном входном сигнале ![]() . При достижении выходного напряжения
. При достижении выходного напряжения ![]() больше
больше ![]() срабатывает триггер 6, что
соответствует заданному значению тока в установленном поле допуска (рис. 3, б).
Если триггеры не сработали, то значение тока меньше допустимого. Если
срабатывают оба триггера б и 7, то ток выше допустимого. Прибор снабжен
соответствующими индикаторами (световым, звуковым и печатающим на ленту).
Настройку прибора на пределы изменения осуществляют с помощью резистора 3.
срабатывает триггер 6, что
соответствует заданному значению тока в установленном поле допуска (рис. 3, б).
Если триггеры не сработали, то значение тока меньше допустимого. Если
срабатывают оба триггера б и 7, то ток выше допустимого. Прибор снабжен
соответствующими индикаторами (световым, звуковым и печатающим на ленту).
Настройку прибора на пределы изменения осуществляют с помощью резистора 3.
Для непрерывного контроля действующего значения сварочного тока при шовной сварке на однофазных машинах переменного тока применяют аналогичного типа прибор КСТ-1 (диапазон тока 3…20 кА).
В процессе сварки сила, тока может
отклоняться от заданных значений. Если отклонения выходят за допускаемые
пределы (![]() %), качество сварки ухудшается.
Основные причины произвольного изменения сварочного тока — колебания напряжения
питающей сети и изменение электрического сопротивления вторичного контура
машины вследствие нагрева, окисления переходных контактов и введения в контур
магнитных масс (деталей или приспособлений из ферромагнитных материалов). В
современных прерывателях тока при колебаниях напряжения сети действующее
значение тока автоматически поддерживается постоянным за счет соответствующего
изменения угла
%), качество сварки ухудшается.
Основные причины произвольного изменения сварочного тока — колебания напряжения
питающей сети и изменение электрического сопротивления вторичного контура
машины вследствие нагрева, окисления переходных контактов и введения в контур
магнитных масс (деталей или приспособлений из ферромагнитных материалов). В
современных прерывателях тока при колебаниях напряжения сети действующее
значение тока автоматически поддерживается постоянным за счет соответствующего
изменения угла ![]() включения вентильного контактора
включения вентильного контактора ![]() в зависимости
от разности между стабилизированным номинальным напряжением сети и его
фактическим значением. Для этого в схеме регулятора цикла сварки
предусматривается узел автоматической стабилизации
в зависимости
от разности между стабилизированным номинальным напряжением сети и его
фактическим значением. Для этого в схеме регулятора цикла сварки
предусматривается узел автоматической стабилизации ![]() .
.
При колебаниях сварочного тока в
результате возмущений от произвольных изменений электрических сопротивлений
вторичного контура машины (![]() ,
, ![]() ) для его автоматической стабилизации
часто используют стабилизаторы типа РТС-1 (стабилизирует значение тока, близкое
к действующему), в котором используется тот же принцип изменения угла
) для его автоматической стабилизации
часто используют стабилизаторы типа РТС-1 (стабилизирует значение тока, близкое
к действующему), в котором используется тот же принцип изменения угла ![]() . Однако в этом
случае изменение
. Однако в этом
случае изменение ![]() происходит при появлении разности между
заранее заданным значением тока и его фактическим значением. Этот стабилизатор
(переключатель ставится в положение РТ) обозначен на рис. 8.8 символом Т.
Функциональная схема стабилизатора типа РТС-1 приведена на рис. 4. Напряжение,
пропорциональное сварочному току, снимается с трансформатора тока 1 и подается
на измерительное устройство 2. С помощью блока настройки 5 это напряжение при
заданной величине сварочного тока устанавливается всегда постоянным (
происходит при появлении разности между
заранее заданным значением тока и его фактическим значением. Этот стабилизатор
(переключатель ставится в положение РТ) обозначен на рис. 8.8 символом Т.
Функциональная схема стабилизатора типа РТС-1 приведена на рис. 4. Напряжение,
пропорциональное сварочному току, снимается с трансформатора тока 1 и подается
на измерительное устройство 2. С помощью блока настройки 5 это напряжение при
заданной величине сварочного тока устанавливается всегда постоянным (![]() ); при этом выходной сигнал регулятора
); при этом выходной сигнал регулятора ![]() не изменяет установленный сварочный
ток.
не изменяет установленный сварочный
ток.
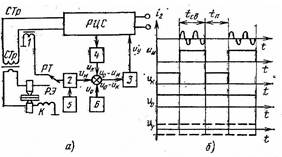
Рис. 4. Автоматический стабилизатор сварочного тока:
а — структурная схема;
б — электрические процессы в узлах стабилизатора
При сварке напряжение ![]() сравнивается с постоянным напряжением
сравнивается с постоянным напряжением ![]() задающего устройства (уставки) 6, а во
время паузы — с напряжением корректирующего устройства 4 (так как во время
паузы
задающего устройства (уставки) 6, а во
время паузы — с напряжением корректирующего устройства 4 (так как во время
паузы ![]() ), которое получает команду на подачу
напряжения от узла программирования времени сварки РЦС; при этом
), которое получает команду на подачу
напряжения от узла программирования времени сварки РЦС; при этом ![]() . При настройке
. При настройке ![]() . На вход усилителя и выпрямителя 3
непрерывно поступает разность
. На вход усилителя и выпрямителя 3
непрерывно поступает разность ![]() или
или ![]() . При снижении сварочного тока
возрастает разность
. При снижении сварочного тока
возрастает разность ![]() . При этом увеличивается
. При этом увеличивается ![]() , соответственно уменьшается угол
, соответственно уменьшается угол ![]() включения
вентилей контактора прерывателя. При увеличении тока угол
включения
вентилей контактора прерывателя. При увеличении тока угол ![]() увеличивается.
Этим достигается автоматическая стабилизация заданного значения сварочного тока
(постоянная времени регулирования составляет
увеличивается.
Этим достигается автоматическая стабилизация заданного значения сварочного тока
(постоянная времени регулирования составляет ![]() с).
с).
Стабилизатор РТС-1 может быть
использован и при автоматической стабилизации напряжения на электродах ![]() или полезной мощности
или полезной мощности ![]() (переключатель ставится в положение
РЭ). Для этого в первом случае на вход измерительного устройства 2 подают
напряжение, снимаемое с электродов сварочной машины, а при стабилизации по
мощности соответствующий сигнал можно получить, используя датчик тока типа ДСТ,
подав на клеммы 3—4 вместо напряжения от батареи
(переключатель ставится в положение
РЭ). Для этого в первом случае на вход измерительного устройства 2 подают
напряжение, снимаемое с электродов сварочной машины, а при стабилизации по
мощности соответствующий сигнал можно получить, используя датчик тока типа ДСТ,
подав на клеммы 3—4 вместо напряжения от батареи ![]() (см. рис. 1) напряжение с электродов
машины. В этом случае
(см. рис. 1) напряжение с электродов
машины. В этом случае
![]() ,
,
где
![]() — электрическое сопротивление цепи
питания датчика;
— электрическое сопротивление цепи
питания датчика; ![]() ,
, ![]() ,
, ![]() — соответственно мгновенные значения
напряжения на электродах при сварке, сварочный ток и полезная мощность;
— соответственно мгновенные значения
напряжения на электродах при сварке, сварочный ток и полезная мощность; ![]() — напряженность
магнитного поля токоведущето участка вторичного контура сварочной машины.
— напряженность
магнитного поля токоведущето участка вторичного контура сварочной машины.
Для стабилизации действующего значения сварочного тока на точечных и шовных машинах переменного тока может быть использован стабилизатор СТ-67 (постоянная времени регулирования 0,01 с, отработка возмущений +15…30 % номинального значения).