Конденсаторная сварка пружин с контактами
Инж. Е.А. Рапопорт
Контактные пружины (рис. 1) реле, изготовленные конденсаторной сваркой пружин из бронзы Бр. Б2, термообработанных до НВ=290…340 и покрытых серебром на толщину 3…5 мкм, с контактами из платино-иридиевого сплава ПлИ-10 на машинах ТКМ-4 и ТКМ-7 имеют недостаточно стабильную прочность соединения. При существующих выборочных испытаниях (2% от партии 100…150 шт.) на сборку могут попадать контактные пружины низкого качества.
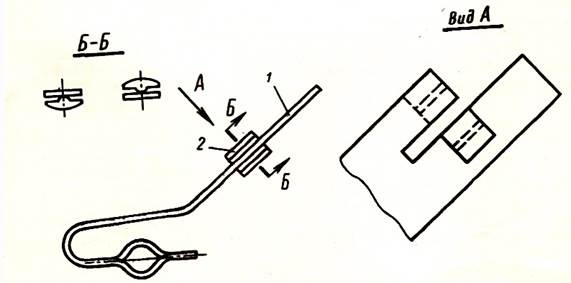
Рис. 1. Пружина с
контактами: 1 — пружина (![]() мм); 2
— контакт (0,3×1,2×1,2 мм)
мм); 2
— контакт (0,3×1,2×1,2 мм)
Исследование соединений серебреных пружин с контактами показало отсутствие в них литой зоны. Вероятной причиной этого является серебряное покрытие (используемое как антикоррозионное). Серебро, обладающее высокой теплопроводностью и низким удельным сопротивлением, уменьшает тепловыделение и усиливает теплоотвод, тем самым затрудняя плавление в зоне сварки. Взамен серебрения было введено пассивирование в растворе H2SO4 и Сr2О3 в течение 12 сек, полученный пассивированный слой электропроводен.
Для сравнительной оценки тепловыделения при сварке серебреной и пассивированной пружин измерили контактное сопротивление свариваемых деталей при Р=12 кг (табл. 1). Величины токов при сварке обеих пружин, полученные осциллографированием и ориентировочным расчетом разряда конденсатора и цепи с активным сопротивлением и индуктивностью, оказались примерно одинаковыми. Однако можно ожидать, что для пассированных пружин тепловыделение в зоне сварки будет несколько выше за счет большего контактного сопротивления. Если к этому добавить, что теплопроводность бронзы Бр. Б2 в 4…5 раз меньше, чем у серебра, становится очевидным, что при сварке пассивированных пружин условия для образования надежного сварного соединения более благоприятны.
Для проверки этого предположения сварили и испытали две партии пружин. Прочность сварных соединений и ее стабильность при сварке пассированных пружин почти не отличаются от соответствующих показателей при сварке серебреных пружин (табл. 2).
Таблица 1. - Контактные сопротивления при P=12 кг
|
Тип пружины |
Количество рельефов |
Сопротивление, мкОм |
|
Серебряная |
1 2 |
350…500 (420) 200…450 (300) |
|
Пассивированная |
1 2 |
400…700(560) 400…800 (610) |
Таблица 2. – Разрушающее усилие сварного соединения (Vз=600 В, Kтр=75, P=12 кг)
|
Тип пружины |
Емкость конденсатора, мкФ |
Усилие, кг |
|
Пассивированная |
40 50 |
6,3…10 (8,5) 9,5…19 (13) |
|
Серебряная |
40 50 |
4,7…10 (8,2) 10…18 (14,6) |
Соединение контактов с пассивированными пружинами (рис. 2, а) образуется с обязательным плавлением бронзы. При сварке серебреных пружин случаи плавления бронзы носили единичный характер; в основном сварка осуществлялась в твердом состоянии.
Металлографически был обнаружен перекос контактов по отношению к пружине (рис. 2, б), что приводит к изменению процесса тепловыделения и, как следствие, к разбросу значений прочности соединений. При малых размерах контактов контролировать их положение в процессе сварки очень трудно. Для устранения перекоса изготовили опытную партию контактов с двумя рельефами вместо одного. При разработке конструкции такого контакта наиболее сложным оказался выбор расстояния между осями рельефов. Для борьбы с перекосами это расстояние должно быть наибольшим, однако размещение рельефов у края контактов может привести к выплескам. В опытной партии расстояние между рельефами равнялось 0,7 мм. Контактное сопротивление с двухрельефными контактами было близким к сопротивлению однорельефных контактов (см. табл. 1).
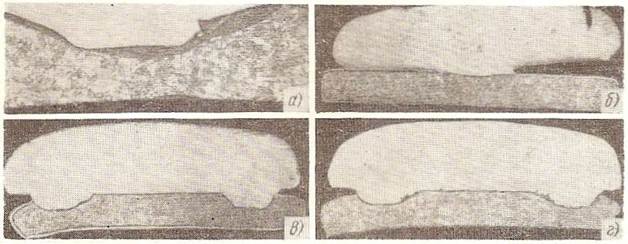
Рис. 2. Макроструктура сварных соединений:
а — однорельефного контакта с пассивированной пружиной (× 150); б — то же, с серебреной пружиной (×50); в — двухрельефного контакта с серебреной пружиной (×50); г — то же, с пассивированной пружиной (×50)
Прочность соединений была наиболее стабильна при сварке пассивированных пружин с двухрельефными контактами (табл. 3), хотя абсолютное ее значение в этом случае несколько снижается в результате того, что при сварке двухрельефных контактов плотность тока примерно вдвое меньше, чем при сварке однорельефных. Абсолютное значение прочности легко поднять увеличением величины запасенной энергии.
В соединениях двухрельефных контактов (рис. 2, в, г) отсутствуют перекосы. В случае с серебреной пружиной литая зона отсутствует, либо наблюдается незначительное расплавление под одним из рельефов. В соединениях пассивированных пружин наблюдается литая зона под обоими рельефами.
Таблица 3. – Разрушающее усилие сварного соединения (режим сварки: Vз=600 В, Kтр=75, P=12 кг, С=40 мкФ)
|
Тип пружины |
Количество рельефов |
Усилие, кг |
|
Пассивированная |
1 2 |
5,9…10,2 (8,3) 5,3…7,7 (6,5) |
|
Серебряная |
1 2 |
4,1…9,7 (7,5) 5,2…12,1 (7,6) |
Выводы
1. Показано, что плавление бронзы в зоне сварки и применение двухрельефных контактов вместо однорельефных способствуют стабилизации прочности сварного соединения.
2. Наиболее стабильные результаты дает сварка пассивированной пружины с двухрельефным контактом.
Источник: журнал «Сварочное производство» №2, 1969 г.