Конструкции вторичных контуров машин контактной сварки
Конструкция вторичного контура машины контактной сварки должна обеспечивать необходимую жесткость токоподводов для восприятия ими механических усилий при прохождении сварочного тока и подвижность одного из электродов. Поэтому, как правило, вторичный контур состоит из жестких элементов, связанных между собой гибкими элементами, чаще всего гибкими шинами из фольги или гибкими перемычками из многожильных проводов.
В свою очередь, жесткие и гибкие элементы контура соединяются между собой с помощью разъемных соединений различной конструкции. Контакты разъемных соединений для обеспечения надежной работы имеют обработанные, пришабренные поверхности. В особо ответственных случаях контактные поверхности лудятся или серебрятся. Этим достигается постоянство сопротивления разъемного контакта. Для снижения температуры элементов контура и контактов создают интенсивное водяное охлаждение как самих контактов, так и элементов контура.
На рис. 1 показаны конструкции гибких соединений вторичного контура, выполненных из медной фольги и гибких проводов. В гибких элементах контура для обеспечения постоянства контакта в разъемном соединении особое внимание необходимо обратить на заделку концов. Применяемая раньше пайка концов в настоящее время заменена диффузионной сваркой. Использование сварки взамен пайки позволило значительно повысить надежность разъемного контакта гибких соединений. В неответственных случаях, особенно в машинах переменного тока, пропайка или диффузионная сварка концов не производятся, а гибкие соединения выполняются из фольги методом навивки. В многоэлектродных и подвесных машинах роль вторичного контура выполняют гибкие кабели, соединяющие трансформатор с рабочим инструментом — сварочным пистолетом, клещами и др.
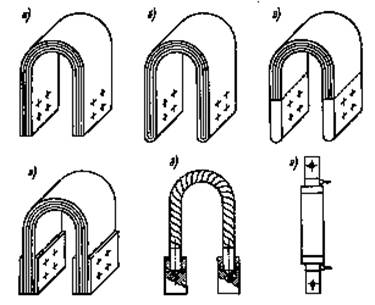
Рис. 1. Конструкции гибких соединений вторичного контура:
а — набранное из отдельных листов фольги; б — витое из фольги; в — витое, со сваренными диффузионной сваркой концами; г — сваренное из отдельных листов фольги, с приваренными накладками; д — из гибких многожильных проводов; с — то же, охлаждаемое водой
К гибким кабелям предъявляются высокие требования в отношении гибкости, массы, удобства и надежности в работе. Для обеспечения легкости и гибкости конструкции сечения кабеля стараются делать минимальными, что достигается при охлаждении их водой.
На рис. 2 приведены конструкции поперечных сечений гибких кабелей подвесных машин. Сечения кабелей и их длина обусловливаются назначением подвесных машин. При применении бифилярных кабелей удается достигнуть необходимой легкости и гибкости, уменьшения индуктивности и снижения электродинамических усилий, передающихся на рабочий инструмент.
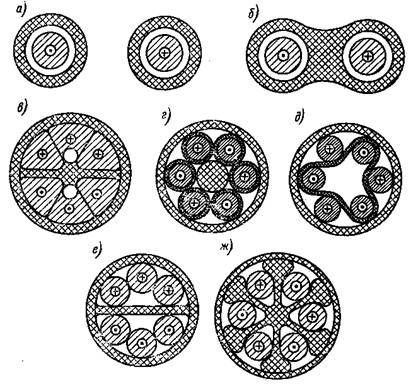
Рис. 2. Конструкции поперечных сечений гибких кабелей подвесных машин:
а — одинарные кабели; б — одинарные кабели в единой изоляционной оболочке; в — кабель фирмы «Сияки»; г — бифилярный кабель из изолированных гибких жил; д — бифилярный кабель из голых жил с изоляционной прокладкой; е — кабель фирмы «Бритиш Федерал»; ж — бифилярный кабель фирмы «Бритиш Федерал»
В шовных машинах передача тока от неподвижных элементов вторичного контура к свариваемым деталям производится через скользящие контакты. Скользящие контакты выполняются как нагруженными, передающими механические и электрические нагрузки, так и разгруженными, передающими только электрические нагрузки.
На рис. 3 изображена конструкция вторичного контура машины для контактной точечной сварки. Все элементы вторичного контура в местах контактов имеют обработанные, пришабренные поверхности, а угольники 1 и 3 — еще водяное охлаждение контактной поверхности. Угольник 1 с помощью изоляционного комплекта (не указанного на рис. 5) крепится к верхнему кронштейну машины. Гибкая шина 2 обеспечивает движение верхнего электрода по отношению ко всему неподвижному в процессе работы вторичному контуру. Гибкая шина 12 дает возможность изменять расстояние между верхним и нижним угольниками 1 и 11 и тем самым регулировать растворы контура. Приданная ей Z-образная форма позволяет сократить общую длину гибкой связи по сравнению с простой петлей 2. Ослабляя болты, крепящие крышку 10 к нижнему хоботу, можно изменять положение круглого хобота и тем самым обеспечивать необходимое положение нижней свечи при сварке.
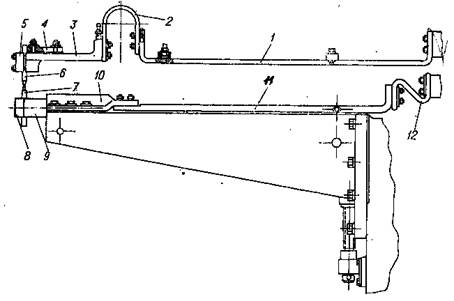
Рис. 3. Вторичный контур машины типа МТП-150/1200 для контактной точечной сварки
1, 3, 11 — угольники; 2, 12 — гибкие шины; 4 — изоляционный комплект; 6, 7 — свечи; 5,8— колодки; 9 — хобот; 10 – крышка
Благодаря водяному охлаждению всех элементов вторичного контура и применению медного проката удалось достигнуть значительного уменьшения сечений элементов контура.
Вторичные контуры стыковых контактных машин по конструкции мало отличаются от приведенных выше контуров точечной и шовной машин. Однако и здесь необходимо иметь гибкую связь между подвижным зажимом и колодкой вторичного витка трансформатора.
На рис. 4 - показан вторичный контур стыковой машины для сварки оплавлением. Здесь с целью уменьшения занимаемой машиной площади и защиты трансформатора от брызг расплавленного металла контур выполнен лежащим в двух плоскостях. Соединение трансформатора с токоведущими угольниками осуществляется с помощью гибких перемычек из фольги. В специализированных машинах контактной сварки применяются другие конструкции вторичных контуров, приведенные на рис. 5.
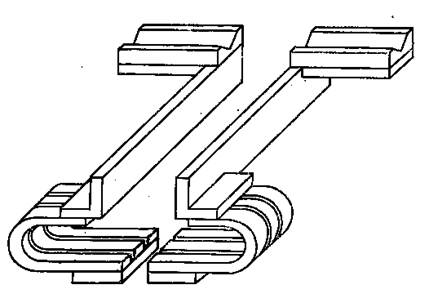
Рис. 4. Вторичный контур стыковой машины для сварки оплавлением
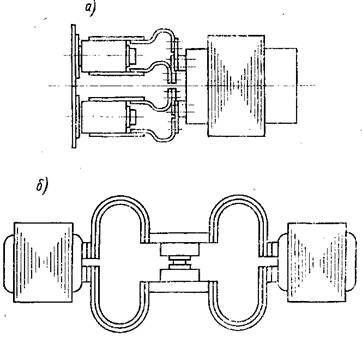
Рис. 5 - Вторичные контуры специализированных машин:
а — для шовной сварки; б — для рельефной сварки
Приведенные данные достаточно полно иллюстрируют разнообразие вторичных контуров машин контактной сварки. При проектировании вторичных контуров всегда необходимо стремиться к тому, чтобы размеры контура были минимальными, обеспечивающими удобный подход к свариваемой детали и ко всем разъемным соединениям контура для возможности их контроля и подтяжки болтовых соединений.