Конструкция электродов для машин рельефной сварки, труба металлическая
Электроды для рельефной сварки (рис. 1) состоят из тех же составных частей, что и электроды для точечной сварки — рабочей, центральной и посадочной. Однако форма как электрода в целом, так и его составных частей не всегда соответствует приведенной на рис. 1. Форма электрода для рельефной сварки в значительном мере зависит от геометрии свариваемых деталей. Контактная же поверхность электрода в случае рельефной сварки определяется не столько формой рабочей части электрода, сколько формой выступов (рельефов) на свариваемом изделии. Кроме этого, электроды при рельефной сварке иногда являются и фиксирующими приспособлениями. При рельефной сварке верхний и нижний электроды, как правило, различны. Конструкция электродов для рельефной сварки сложнее конструкции электродов для точечной сварки.
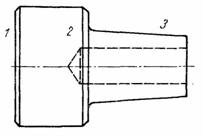
Рис. 1. Элементы конструкции электрода для рельефной сварки:
1 — рабочая часть; 2 — центральная часть; 3 — посадочная часть.
На рис.42 показаны основные разновидности электродов для рельефной сварки.
В зависимости от формы электроды можно разделить на две основные группы. К первой группе относятся электроды, предназначенные для сварки одного рельефа, называемые электродами для индивидуальной рельефной сварки. По конструктивному выполнению электроды этой группы сходны с электродами для точечной сварки. Разновидностью электродов первой группы являются также электроды для рельефной сварки труб или пластин с отверстиями. В этом случае кольцевое рельефное сварное соединение образуется при применении электродов с рабочей частью конической или трубчатой формы.
Вторую группу составляют электроды, применяемые для сварки нескольких рельефов одновременно, называемые электродами для групповой рельефной сварки.
Особую конструкцию имеют разжимные электроды, в которые вставляется одна из свариваемых деталей.
Формы рабочей части электродов обеих групп различны. В качестве электродов первой группы могут быть использованы электроды с увеличенной или обычной плоской контактной поверхностью. Если размеры привариваемой детали невелики, один из электродов может являться одновременно и приспособлением для установки детали в положение перед сваркой. Электроды такой формы находят широкое применение при рельефной сварке крепежных изделий с листовым материалом и называются электродами с выемками. Другой разновидностью таких электродов являются электроды для сварки перекрещивающихся деталей — прутков, труб и т.п. по одному и по нескольким рельефам. Иногда для подобной рельефной сварки, например при соединении арматурных сеток, успешно могут быть использованы электроды с плоской поверхностью без выемок. Однако такое упрощение конструкции электрода возможно лишь в случае, когда не требуется точной фиксации свариваемых стержней по отношению друг к другу.
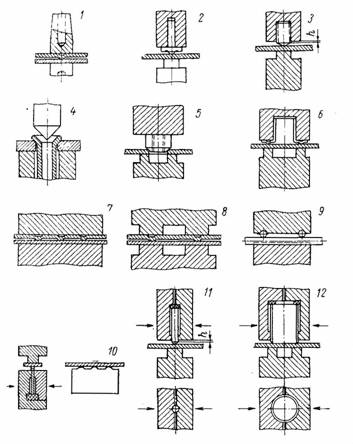
Рис. 2. Разновидности электродов для рельефной сварки:
1—6 — электроды для индивидуальной рельефной сварки; 7—9 — простые электроды для групповой рельефной сварки; 10—12 — составные электроды для групповой рельефной сварки.
Если свариваемая деталь, контактирующаяся с одним электродом, располагается внутри второго электрода, то во избежание шунтирования сварочного тока второй электрод делается сложным, и в его конструкцию вводятся изолирующие втулки или прокладки (рис. 3).
Размеры рабочей части и контактной поверхности электродов первой группы в случае рельефной сварки по плоской поверхности выбираются из условия достижения тех же удельных плотностей тока и удельного давления, что и при точечной сварке.
При рельефной сварке пересекающихся стержней выбор размеров рабочей части электродов с плоской контактной поверхностью целесообразно производить, исходя из следующей формулы:
d=(1,5…2,5)dст
где d - диаметр плоской контактной поверхности электрода; dст - диаметр меньшего стержня соединения.
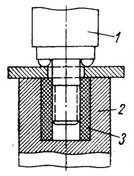
Рис. 3. Электрод для рельефной сварки с изолирующей втулкой:
1 — верхний электрод; 2 — нижний электрод; 3 — изолирующая втулка.
При подсчете по этой формуле большие значения коэффициента следует выбирать в случае сварки стержней малых и средних диаметров на жестких режимах. Так, например, при сварке стержней диаметром 3…24 мм целесообразно использовать электроды с контактной поверхностью диаметром до 40 мм. При мягких режимах сварки диаметр электрода может быть уменьшен до величины диаметра меньшего из свариваемых стержней. Высота цилиндрической рабочей части электрода, обеспечивающая удовлетворительный отвод тепла, должна быть примерно равна ее диаметру.
Электроды для рельефной сварки одновременно по нескольким рельефным поверхностям имеют более сложную конструкцию и являются часто составными.
Применение простых электродов для сварки по нескольким рельефам практически осуществимо лишь в случае плоской контактной поверхности, интенсивного охлаждения и применения качественных электродных материалов. Но даже и при соблюдении этих условий в местах рельефов на поверхности электродов по мере их износа появляются углубления. Это явление, иногда называемое бринелированием, приводит к уменьшению плотности тока на рельефах, ухудшению проковки сварного соединения и появлению вмятин на свариваемых деталях. При неравномерном износе электродов у различных рельефов наблюдается также перераспределение сварочного тока между отдельными рельефами. Во избежание этого для сварки по нескольким рельефам применяют составные электроды, состоящие из основания и электродных вставок (рис. 4). Основание изготовляется из высокоэлектропроводной термически обрабатываемой бронзы (реже из меди) и имеет интенсивное охлаждение, причем охлаждающие каналы подводятся по возможности ближе к электродным вставкам. Электродные вставки изготовляются из менее электропроводного, но более твердого материала, чаще всего из вольфрамомедного сплава. Электродные вставки непосредственно проточной жидкостью не охлаждаются. Отвод тепла от них осуществляется только за счет теплопередачи в массивное охлаждаемое основание.
Диаметр рабочей части электродных вставок должен в 2 раза превышать диаметр рельефа и быть не менее 10 мм. При меньшем диаметре происходит выдавливание свариваемого металла в месте рельефа, которое приводит к перегреву поверхностей вставок и способно вызвать схватывание вставок выдавленным металлом, в результате чего после сварки изделие трудно отделить от электрода. Для сварки изделий с рельефами обычной формы высота вставок выбирается не менее 5…6 мм. Для их монтажа в основании электрода предусматриваются посадочные места.
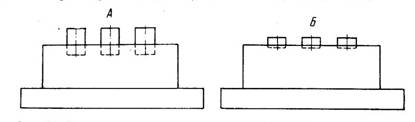
Рис. 4. Электроды для групповой рельефной сварки со вставками различных размеров:
А — высокие глубоко посаженные вставки; Б — вставки рекомендуемых размеров.
Посадка электродных вставок в основание может осуществляться различными способами: при помощи резьбы, оканчивающейся заплечиками, конической и цилиндрической посадок, посадки типа ласточкина хвоста и т.п. Однако при изготовлении электродов рельефной сварки наиболее распространенным способом является припаивание электродных вставок к основанию твердым припоем. Глубина выемок под вставки в этом случае не должна превышать 0,7…0,8 мм, так как металлокерамика, применяемая для вставок, стоит дорого. Поэтому ту часть вставки, которая остается в электроде после сошлифовывания вставки в процессе эксплуатации, не следует брать чрезмерно большой, так как это приводит к заметному возрастанию стоимости составного электрода в целом.
Высоту электродной вставки следует выбирать не слишком большой — в пределах 1/2…1/3 диаметра. Большая высота нецелесообразна, потому что металлокерамика представляет собой хрупкий материал и при большой высоте возникает опасность поломки электродной вставки. Кроме того, чрезмерная высота вставок приводит к их перегреву и прилипанию свариваемых деталей. На рис. 4 показаны два электрода-штампа; один из них (А) является примером неудовлетворительной конструкции, другой (Б) более удачной.
Вставки для сварки нескольких рельефов не рекомендуется монтировать таким образом, чтобы их контактные поверхности были заподлицо с поверхностью основания электрода, так как в случае зачистки и заправки электродов приходится подвергать этим операциям и вставки, и основание. Кроме того, при выступающих вставках получаются более благоприятные условия сварки, потому что незначительное коробление свариваемых деталей не препятствует плотному контакту между поверхностью вставок и деталей. Уменьшается также возможность шунтирования тока между заусенцами и выступающими участками свариваемых деталей.
Закрепление электродных вставок в основании электрода производится серебряным припоем с достаточно низкой температурой плавления. Высокоплавкие припои для твердой пайки в этом случае не рекомендуются, так как это сопряжено с нагревом основания до таких температур, при которых может происходить коробление, окисление и снижение свойств материала основания.
Припаивание электродных вставок к основанию электрода имеет следующие недостатки. На прогрев массивного основания до температуры твердой пайки уходит много времени. Коробление и окисление имеют место и при низкотемпературной твердой пайке. Технологические пробки, впаянные твердой пайкой в охлаждающие каналы, могут смещаться при нагреве под пайку вставок.
Перечисленные недостатки приводят к усложнению конструкции электродов-штампов для рельефной сварки, при котором впаянные вставки являются легко сменяемыми частями. В этом случае можно повысить экономичность, делая изнашивающиеся части такого сложного электрода предельно малыми. На рис. 5 показан электрод-штамп усложненной конструкции. Здесь электродные вставки припаяны твердым припоем к бронзовым переходникам, которые с помощью винтов крепятся к основанию сложного электрода. Когда возникает необходимость зачистки электродов, переходники демонтируются и заменяются запасными, что не требует больших перерывов в работе сварочной машины. Недостатком такой усложненной конструкции является ухудшение условий отвода тепла от электродных вставок.
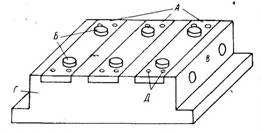
Рис. 5. Электрод-штамп с бронзовыми переходниками для групповой рельефной сварки:
А — бронзовые переходники; Б — медновольфрамовые вставки; В — отверстия охлаждающих каналов; Г — основание штампа; Д — винты.
Применение резьбовой, цилиндрической или конической посадки в основания электродов для сварки по нескольким рельефам ограничивается тем, что вставки в этом случае расшатываются и трудно соблюдать равную высоту контактной поверхности нескольких вставок по отношению к основанию электрода.
Конструкция электродов для рельефной сварки криволинейных деталей более сложна, чем для сварки плоских деталей, и для сварки каждой детали необходимо проектировать отдельный электрод-штамп. Так как вставки должны быть выровнены с большой точностью, рекомендуется предусматривать возможность индивидуальной регулировки высоты каждой из вставок.
На рис. 6 показан типовой сварной узел, состоящий из криволинейных деталей, соединенных при помощи рельефной сварки. Верхний и нижний электроды для сварки рассматриваемого узла сходны по конструкции, а поэтому на фигуре дано лишь детальное изображение нижнего электрода-штампа. Он состоит из двух частей: верхняя, охлаждаемая часть является сменной; на ней монтируются резьбовые вставки со шлицами под отвертку. После установки вставок в надлежащее положение они контрятся посредством упорных винтов из стали. В этом случае необходимость постоянной регулировки высоты электродных вставок, неравномерно изменяющейся в силу разницы в износе отдельных вставок, не позволяет применять какую-либо посадку вставок, кроме резьбовой по типу, указанному на рис. 6. Применение посадки на резьбе с наружной контргайкой в этом случае не оправдывает себя, так как медная или бронзовая контргайка имеет недостаточную прочность, а стальная гайка подвергается индукционному нагреву в сильном переменном поле, создаваемом протеканием сварочного тока.
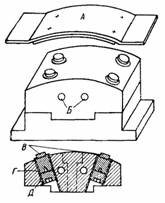
Рис. 6. Электрод-штамп для групповой рельефной сварки криволинейных деталей:
А — свариваемые детали; Б — отверстия охлаждающих каналов; В — медновольврамовые пластины; Г — резьбовые вставки; Д — стальные упорные винты.
Необходимо отметить, что электроды для индивидуальной и групповой рельефной сварки имеют значительно более сложную конструкцию, чем электроды для индивидуальной рельефной сварки. Это приводит к повышению стоимости электрода, усложнению ухода за ним и регулировки, повышению веса и инерционных нагрузок на механизм привода электродов, а также к более напряженному тепловому режиму. Указанные причины могут сводить на нет преимущества групповой рельефной сварки, а потому все чаще наблюдается тенденция к переходу от групповой рельефной сварки к индивидуальной. В отдельных случаях, когда необходимо сваривать несколько рельефов одновременно, оказывается целесообразным переход от сложного верхнего электрода к применению нескольких электродов, укрепленных в отдельных головках сварочной машины. Усложнение конструкции машины при этом оправдывается преимуществами индивидуальной сварки каждого рельефа. Простота конструкции электродов для индивидуальной рельефной сварки является причиной вытеснения групповой рельефной сварки в таких массовых отраслях отечественной промышленности, как радиоэлектронная, автомобильная, сельскохозяйственного машиностроения и др.
Это интересно
Труба металлическая, изготавливаемая из низкоуглеродистой стали в настоящее время является самой популярной и востребованной на рынке труб. Применяются данные трубы практически во всех отраслях промышленности. Металлические трубы различают по:
- профилю (квадратные, прямоугольные);
- способу изготовления (литые, сварные, прокатные, фальцованные и др.);
- назначению.