Конструкция электродов машин для стыковой сварки, передвижные электростанции
Электроды для стыковой сварки имеют рабочую часть с контактной поверхностью, центральную (тело) и посадочную части.
При конструировании электродов для стыковой сварки прежде всего учитывается передача этими электродами механических усилий. Поэтому форма электродов должна соответствовать сечению и конструкции свариваемых заготовок. Подвод тока электродами при стыковой сварке играет меньшую роль.
Основные разновидности поперечных сечений электродов для стыковой сварки приведены на рис. 1.
В зависимости от формы контактной поверхности электроды разделяются на нормальные и специальные. Нормальные электроды делаются с плоской, призматической или цилиндрической поверхностью. Электроды с плоской поверхностью применяются для сварки листов и полос, электроды с призматической — для сварки деталей цилиндрических, шестигранных и квадратного сечения. Достоинством электродов с призматической контактной поверхностью являются благоприятные условия центрирования деталей круглого сечения, имеющих различный диаметр. Электроды с цилиндрической контактной поверхностью изготовляются как специальные для каждого типоразмера деталей круглого сечения. Такие электроды обладают большей площадью соприкосновения с деталью и поэтому меньше изнашиваются, чем электроды с призматической поверхностью.
При сварке тонкостенных труб применение электродов с цилиндрической контактной поверхностью предохраняет трубу от смятия.
Специальные фасонные электроды конструируются так, чтобы их контактная поверхность по возможности полностью соответствовала форме свариваемых деталей. Однако при сложной форме деталей нецелесообразно, а иногда и невозможно сделать контактную поверхность электрода полностью соприкасающейся с деталью. В таких случаях соприкосновение электрода с деталью осуществляется по более или менее узкой полоске, прилегающей к кромке свариваемой детали.
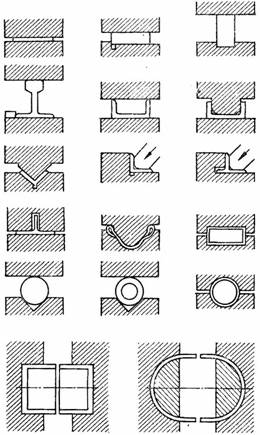
Рис. 1. Форма электродов для стыковой сварки.
При сварке тонкой полосы важно обеспечить одинаковые условия нагрева и осадки по всей ее ширине, и с этой целью один электрод делается со скошенной рабочей частью (рис. 2).
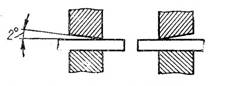
Рис. 2. Верхние электроды со скошенной рабочей частью.
Длина рабочей части электрода для стыковой сварки определяется из условий обеспечения достаточной силы трения, а также невозможности перекоса зажимаемых заготовок. При стыковой сварке без упоров сила зажатия должна быть такова, чтобы не было проскальзывания в момент осадки. Длина рабочей части электрода, обеспечивающая соосность свариваемых деталей, обычно составляет 3…4 диаметра трубы или стержня.
Посадочная часть электродов для стыковой сварки различна для различных условий сварки и применяемого оборудования. Она зависит также от формы и размеров свариваемого изделия. Некоторые способы крепления электродов стыковых машин показаны на рис. 3.
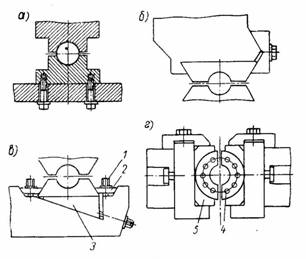
Рис. 3. Различные способы крепления электродов для стыковой сварки: 1 — болты; 2 — прижимная планка; 3 — клин; 4 — винты; 5 — контактные угольники.
Крепление электродов болтами (рис. 3, а) применяется на машинах небольшой мощности, при этом положение электродов не регулируется.
Крепление электродов может осуществляться с помощью прижимной планки (рис. 3,6), при этом диапазон регулировки положения электродов ограничен.
На приспособлениях с прямолинейным или радиальным ходом электродов их крепление может осуществляться подтягиванием планок, прижимаемых болтами (рис. 3, в). Горизонтальное перемещение электродов осуществляется подтягиванием планок, а вертикальное — перемещением клина при незатянутых болтах. При сварке контакт между электродом и клином усиливается зажатием детали.
Крепление электродов к контактным угольникам винтами (рис. 3, г) применяется на горизонтальных зажимных приспособлениях. Горизонтальное и вертикальное перемещения электродов в этом случае обычно не превышают 5 мм.
Центральная часть электрода для стыковой сварки выбирается из условий обеспечения прочности и жесткости. В отличие от электродов для других видов контактной сварки, увеличение центральной части с целью улучшения теплоотвода в данном случае нецелесообразно, а поэтому центральную часть стремятся по возможности уменьшить и придать ей простую форму.
Для повышения стойкости и улучшения условий работы охлаждение электродов должно осуществляться проточной водой. Водяные каналы по возможности должны быть приближены к контактной поверхности электродов.
Это интересно
Передвижные электростанции предназначены для обеспечения электроэнергией объектов, вблизи которых отсутствует линия электропередачи. Передвижные электростанции по способу перемещения делятся на: автомобильные, плавучие, переносные, железнодорожные и др. В передвижных электростанциях, как правило, электрогенераторы приводятся во вращение бензиновыми или дизельными двигателями, газовыми турбинами, реже – турбовинтовыми или турбореактивными авиационными двигателями. Мощность передвижной электростанции в зависимости от типа двигателя колеблется от десятков киловатт до нескольких десятков мегаватт. Передвижная электростанция комплектуется двигателем, генератором, распределительным устройством, пультом управления, кабелем, системами сигнализации и автоматизации.