Контактно-стыковая сварка оплавлением толстостенных труб большого диаметра из стали 12Х1МФ
Инж. П.К. Максимов, инж. Л.И. Россиневич и канд. техн. наук В.Г. Мороз (Иркутский филиал Гипронефтемаша), инж. О.С. Кирюхин и инж. Д.И. Панчуков (Ремонтно-механический завод Ангарского нефтехимического комбината)
Эксперименты по разработке технологии контактно-стыковой сварки оплавлением толстостенных труб диаметром 219X24 мм из стали 12Х1МФ проводили на автоматической контактно-стыковой машине УМАК-ЮО номинальной мощностью 650 кВА и усилием осадки 100 т. Химический состав и механические свойства металла труб удовлетворяют требованиям ЧМТУ/ВНИТИ 670—65 на трубные заготовки.
Оптимальные режимы контактно-стыковой сварки подбирали экспериментальным путем. Вначале на режимах, выбранных по литературным данным и расчетным путем [1…4], сваривали серию пробных стыков оплавлением с прерывистым подогревом. Критерием оценки качества сварки служило отсутствие в плоскости сплавления дефектов - непроваров в виде окисной пленки, незакрытых кратеров, газовых пузырей, трещин и рыхлот по стыку. После получения удовлетворительных результатов на режимах, приведенных ниже, сваривали серию опытных стыков. Всего было сварено и исследовано 16 стыков труб диаметром 219×24 мм.
Параметры режима контактно-стыковой сварки
|
Вторичное напряжение холостого хода, В |
11,4…11,6 |
|
Давление осадки, т |
90…95 |
|
Установочная длина, мм |
200 |
|
Начальная скорость подогрева, мм/сек |
0,6…1,2…1,6 |
|
Скорость подогрева в мм/сек (по истечении 6…7 мин) |
0,6 |
|
Конечная скорость оплавления, мм/сек |
1,1…1,2 |
|
Длина оплавления, мм |
22 |
|
Время сварки, сек |
410…450 |
|
Давление защитной среды, атм |
0,1…0,2 |
В процессе оплавления при сварке труб для зашиты металла от окисления внутрь катушек подавали аргон под давлением 0,1…0,2 ати.
После сварки плоские образцы испытывали на растяжение и угол загиба, замеряли ударную вязкость на продольных образцах с надрезом по плоскости сплавления, твердость на продольных пластинах, а также проводили металлографические исследования. При этом изучение свойств металла сварных соединений производили на стыках после термической обработки т.п.ч. Трубные заготовки из стали 12Х1МФ поставляются в состоянии нормализации с отпуском. Поэтому было принято решение опробовать и применить термообработку стыков т.п.ч. Способ местной электротермообработки сварных соединений труб на РМЗ АНХК успешно применяется в течение ряда лет. Имеются удовлетворительные данные многолетней эксплуатации подобных, сварных соединений труб при повышенных температурах и давлениях водородсодержащих сред.
Опыты по местной термообработке т.п.ч. проводили, на высокочастотной станции МГЗ-102 с помощью одновиткового кольцевого разъемного индуктора. Питание станции т.п.ч. осуществлялось от машинного генератора мощностью 100 кет с частотой тока 2500 Гц. При этом были использованы рекомендации работ [5…8], а также уже имеющийся практический опыт [9] по местной индукционной термообработке т.п.ч. сварных соединений. В табл. 1 приведены принятые режимы термообработки т.п.ч.
Таблица 1
|
Вид термообработки |
Температура нагрева, °С |
Время нагрева до заданной температуры, мин |
Время выдержки при заданной температуре, мин |
Условия охлаждения |
|
Нормализация |
1000 |
8…9 |
15 |
Обдувка снаружи и внутри сухим сжатым воздухом до 500…600° С |
|
Отпуск |
800 |
7…8 |
25 |
На спокойном воздухе |
Оптимальный режим настройки высокочастотной станции тина МГЗ-102: Iв.г=2,5 А; U=600 В; Ів.ч=180…190 А; Nинд=20 кВт; Собщ=284 мк/ф. Необходимым и достаточным условием считалось равенство или минимальная разность температур но толщине стенки в зоне нагрева при выдержке с заданной температурой, а также постоянный градиент температур в зоне теплового воздействия при выдержке. Контроль температуры нагрева производили хромель-алюмелевыми термопарами в точках, показанных на рис. 1. Одновременно по показаниям приборов в начале и конце заданной выдержки строили графики распределения температуры по длине трубы для определения зоны нагрева с примерно одинаковой температурой и зоны возможного дополнительного отпуска.
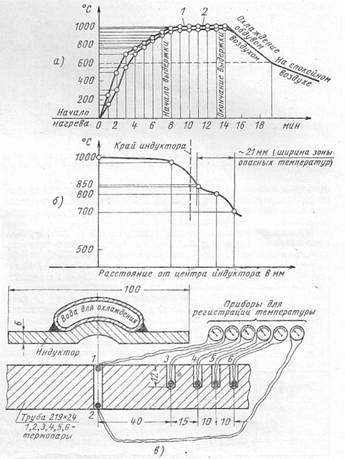
Рис. 1. Температура нагрева при индукционной обработке т. п. ч.:
а — по толщине стенки; б — по длине зоны нагрева; в — схема установки термопар
Перепад в зоне с одинаковой температурой не должен был превышать 50° С, а ширина зоны дополнительного отпуска условно считалась в интервале температур 850…700° С.
Как показали данные механических испытаний (табл. 2), электротермообработка сварной зоны т.п.ч. во всех случаях улучшает свойства сварного соединения и в особенности его пластические и вязкостные свойства по сравнению с результатами испытаний сварного соединения и состояния после сварки. При испытании на растяжение разрыв образцов происходит за зоной дополнительного отпуска.
Таблица 2
|
Клеймо стыка |
Показатели механических свойств металла сварных соединений |
Примечание |
||||
|
|
|
|
|
|
||
|
10 |
46,0…48,0 47,0 |
32,0…34,0 33,0 |
74,0…75,5 74,5 |
15,0…24,2 20,1 |
65…120 100 |
Разрыв
образцов при испытании происходит на расстоянии |
|
11 |
47,0…48,0 47,5 |
32,0…33,0 33,0 |
73,0…75,5 74,5 |
2,75*…25,2 10,0 |
76…120 105 |
|
|
12 |
47,0…47,6 47,0 |
31,0…32,5 32,0 |
74,0…75,1 74,5 |
13,2…18,7 17,7 |
85…110 100 |
|
|
13 |
37,0*…46,5 45,0 |
33,0…33,5 33,0 |
7,9…74,5 73,0 |
6,6…24,5 18,6 |
15*…100 60 |
|
|
* Окисная пленка по плоскости сплавления. |
||||||
В целях исследования влияния местного нагрева на свойства основного металла были проведены испытания образцов на ударную вязкость (типа Менаже), вырезанных в продольном направлении из различных мест по длине зоны теплового воздействия. При этом во всех случаях понижения значения ударной вязкости основного металла труб не наблюдается (табл. 3).
Таблица 3
|
Клеймо стыка |
|
||
|
Надрез на расстоянии от плоскости сплавления, мм |
|||
|
20 |
40 |
60 |
|
|
10 |
27,2 26,9 |
27,9 26,3 |
23,0 23,5 |
|
11 |
29,1 29,0 |
29,7 26,3 |
24,0 25,0 |
|
12 |
26,5 27,2 |
30,7 30,6 |
29,0 25,0 |
|
13 |
20,9 27,2 |
25,6 26,0 |
21,9 24,2 |
Определяли влияние температуры нагрева и времени выдержки при индукционной термообработке т.п.ч. на твердость металла зоны сварки и околошовной зоны (рис. 2), Твердость металла во всех случаях существенным образом не отличается и практически одинакова для всех стыков.
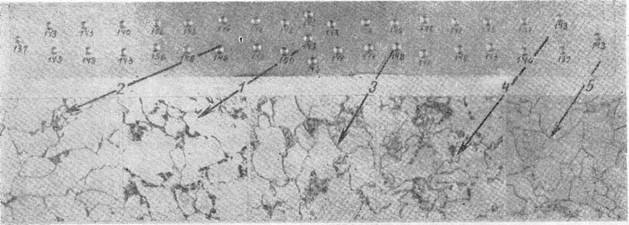
Рис. 2. Распределение твердости и микроструктура металла стыка после местной индукционной термообработки т.п.ч.:
1 — линия сплавления; 2, 3 — зона нагрева под индуктором; 4 - зона теплового воздействия; 5 — основной металл. × 500
Металлографические исследования показали, что микроструктура зоны сварки, зоны нагрева под индуктором и зоны теплового воздействия практически одинакова и мало отличается от микроструктуры основного металла, не подвергнувшегося индукционному нагреву. Наиболее характерные микроструктуры представлены на рис. 2, б.
Выводы
1. Толстостенные трубы большого диаметра 219×24 мм (F=15000…16000 мм2) из стали 12Х1МФ удовлетворительно свариваются контактно-стыковой сваркой оплавлением. Разработаны и рекомендованы режимы сварки оплавлением труб указанного сечения из стали 12Х1МФ применительно к контактно-стыковой машине УМАК-100.
2. Наиболее технологичным и приемлемым для данного случая следует считать способ местной термообработки т.п.ч.
3. На основании экспериментальных работ выдана соответствующая техническая документация для практического руководства при производстве шпилькообразных ребристых труб Dу=170 из стали 12Х1МФ применительно к условиям Ангарского нефтехимического комбината.
Источник: журнал «Сварочное производство» № 9, 1968г.