Контроль физических параметров по температуре и инфракрасному излучению при точечной и шовной сварке
Наиболее тесную связь с размерами
соединения (![]() ,
, ![]() ) имеет
температура металла в зоне сварки. Однако измерять температуру расплавленного
металла ядра или окружающей его зоны в процессе сварки деталей не
представляется возможным. Исследованиями установлено, что при выполнении ряда
условий температура в контакте электрод—деталь (на поверхности детали)
однозначно связана с температурой и размерами литой зоны сварного соединения.
) имеет
температура металла в зоне сварки. Однако измерять температуру расплавленного
металла ядра или окружающей его зоны в процессе сварки деталей не
представляется возможным. Исследованиями установлено, что при выполнении ряда
условий температура в контакте электрод—деталь (на поверхности детали)
однозначно связана с температурой и размерами литой зоны сварного соединения.
С целью контроля и автоматического
регулирования процесса точечной сварки температура в контакте электрод—деталь
измеряется одним из электродов, представляющим собой контактную термопару (рис.
1, а). Для этого в электрод вводится тонкая, изолированная теплостойкой
изоляцией, константановая проволока, образующая с ним термопару
медь—константан, «спай» которой находится на поверхности детали. В результате
нагрева металла в процессе сварки в термопаре появляется напряжение ![]() , которое подается на вход
соответствующей контрольно-регулирующей аппаратуры. Последняя по достижении
заданной температуры на поверхности детали выключает сварочный ток машины.
Температуру, при которой выключается ток, определяют экспериментально, контролируя
размеры литого ядра сварных точек.
, которое подается на вход
соответствующей контрольно-регулирующей аппаратуры. Последняя по достижении
заданной температуры на поверхности детали выключает сварочный ток машины.
Температуру, при которой выключается ток, определяют экспериментально, контролируя
размеры литого ядра сварных точек.
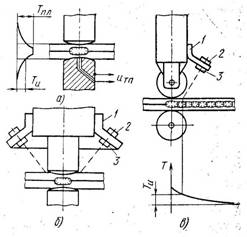
Рис. 1. Способы контроля температуры и ИКИ:
а — с помощью электрода-термопары;
б, в — с помощью фоторезисторов
1—кронштейн; 2, 3—фоторезисторы
Регулирование процесса точечной сварки по температуре можно вести по заданной программе, обеспечивая при этом не только сварку, но и термическую обработку деталей между электродами машины, например при сварке закаливающихся сталей. Необходимую программу изменения температуры получают соответствующим автоматическим регулированием величины и длительности сварочного тока.
Регулирование процесса точечной сварки
по температуре в контакте электрод—деталь обеспечивает достаточно стабильные
размеры ядра точек при колебаниях (![]() по любым причинам), изменении размеров
рабочей поверхности электродов и
по любым причинам), изменении размеров
рабочей поверхности электродов и ![]() , а также шунтировании.
, а также шунтировании.
Метод контроля и регулирования по
температуре имеет существенные недостатки, которые затрудняют его практическое
использование. Значительное влияние на связь температуры с размерами зоны
расплавления оказывают состояние поверхности свариваемых деталей, размеры
электродов и особенно степень их охлаждения. Вследствие износа и зачистки
рабочей поверхности электродов термопара имеет небольшой срок службы. Возможен
также выход из строя термопары из-за повреждения изоляции константановой
проволоки. Кроме того, в сигнале термопары ![]() (рис. 1, а) всегда присутствует
составляющая, пропорциональная сварочному току, что искажает зависимость
(рис. 1, а) всегда присутствует
составляющая, пропорциональная сварочному току, что искажает зависимость ![]() от температуры
от температуры ![]() .
.
При сварке деталей с низким качеством
поверхности резко повышается температура в контакте электрод—деталь, однако это
еще не свидетельствует о наличии зоны расплавления необходимых размеров. Из-за
относительно большой инерции термопары и существенного отставания нарастания температуры
в контакте электрод—деталь указанный метод может быть использован при точечной
сварке с достаточно длительным протеканием ![]() (
(![]() ).
).
Контроль и регулирование могут быть также осуществлены при использовании в качестве контролируемого параметра инфракрасного излучения (ИКИ) с поверхности деталей вблизи зоны сварки. В качестве датчиков ИКИ используют фоторезисторы, имеющие максимальную чувствительность в инфракрасной части спектра.
При точечной сварке (рис. 1, б) на
электрододержателе машины крепится кронштейн 1 с фоторезисторами 2, 3.
Фоторезисторы 2, устанавливаемые сверху, защищены от ИКИ и служат для
компенсации влияния окружающей температуры. В связи с тем, что измеряемая
температура ![]() поверхности детали относительно
невысока (150…200° С) для получения необходимого сигнала фоторезисторы
соединяют последовательно. В процессе сварки ток выключается автоматически по достижении
заданной величины ИКИ.
поверхности детали относительно
невысока (150…200° С) для получения необходимого сигнала фоторезисторы
соединяют последовательно. В процессе сварки ток выключается автоматически по достижении
заданной величины ИКИ.
Метод может быть применен при сварке деталей одиночными, далеко отстоящими одна от другой точками, так как на контролируемую величину ИКИ влияет нагрев деталей, вызванный ранее выполненными точками. Связь между ИКИ и размерами расплавленного ядра также нарушается при изменении вблизи зоны сварки формы и размеров хотя бы одной из деталей, например при сварке точек, отстоящих на различном расстоянии от края листа. На величину ИКИ оказывает влияние и степень охлаждения электродов. При роликовой сварке (рис. 1, в) фоторезистор 3 измеряет ИКИ с поверхности шва и с помощью соответствующей аппаратуры производится автоматическое регулирование 1св. Наружное водяное охлаждение зоны сварки в этом случае исключается.
Рассмотренные методы контроля и регулирования с использованием температуры и ИКИ в силу указанных недостатков практически не применяются в производственных условиях.