Машини для стикового зварювання опором
Машини для цього виду зварювання подібні за призначенням та влаштуванням (рис. 1). Вони відрізняються потужністю, конструктивним виконанням окремих вузлів, габаритними розмірами та масою (табл., рис. 2, 3).
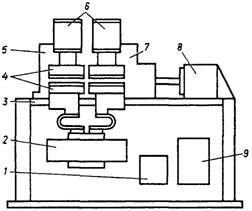
Рис. 1. Схема машини для стикового зварювання:
1 - перемикач ступенів; 2 - трансформатор зварювальний; 3 - корпус-станина; 4 - губки (нижні - електродні, верхні - затискні); 5, 7- плити - нерухома та рухома; 6 - механізм затискування: 5 - привід оплавлення та осаджування
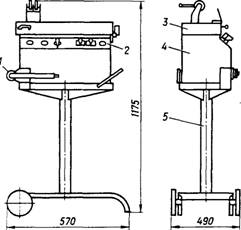
Рис. 2. Машина для стикового зварювання типу МСС-901:
1 – пристрій відрізний; 2 – панель керування; 3 – головка зварювальна; 4 – каркас; 5 – стояк
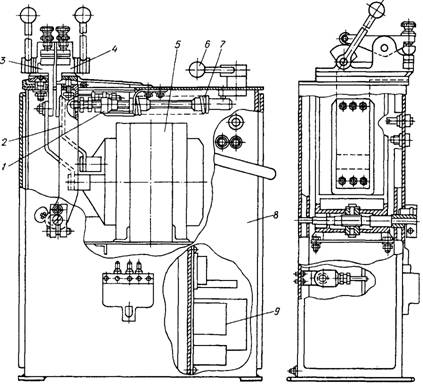
Рис. 3. Машина для стикового зварювання типу МС-301:
1 - гвинт регулювання відстані між затискачами; 2 - важіль, то коливається; 3 - затискач рухомий; 4- затискач нерухомий; 5 - трансформатор зварювальний; 6 – важіль осаджування; 7 – пружина зусилля осаджування; 8 – корпус; 9 – блок керування
Машини стикового зварювання опором однофазні мають обмежену потужність, працюють звичайно в автоматичному режимі і використовуються для з'єднання стиків дроту з різними діаметрами із сталей та кольорових металів. З метою поліпшення властивостей металу зварних з'єднань в машинах передбачається можливість здійснення термічної обробки стиків (відпалу) у губках машини.
У всіх машинах є корпус-станина, що складається із переднього та заднього стояка, верхньої плити та опорних планок. Силова частина приводів зусилля та переміщення деталей розділяється із напрямними. Роль напрямних можуть виконувати станини, на яких розміщуються рухомі та нерухомі затискачі.
Напрямні (на роликах або кульках) стикових машин забезпечують повільне переміщення заготовок, що зварюють, та жорсткість кріплення рухомого затискача. Це досягається спеціальними пристроями для регулювання, які компенсують зазори, що виникають в результаті зношування поверхонь від тертя.
Комплектуються сучасні машини зварювальними трансформаторами типів К-4.02, К-5.02, регуляторами циклу зварювання типу РКМ-1501.
Електрична силова частина машини включає в себе пускач, контактор (звичайно електромагнітний), перемикач ступенів потужності, трансформатор зварювальний і вторинний контур.
Для зниження та стабілізації зусиль зварювання в машинах зменшують маси рухомих деталей, а також використовують струмопідводи (що перехрещуються), котрі створюють із одного контуру два з електромагнітними силами, що діють зустрічно.
У деяких машинах підігрів деталей відбувається при малих тисках, осаджування - при підвищених, в..ткання і вимикання струму - кнопками, кінцевими або безконтактними вимикачами.
Процес зварювання регулюють за укороченням деталей або за температурою нагрівання (пірометричними пристроями).
Деякі машини комплектуються ножами для обрізування торців дротів перед зварюванням.
Таблиця. Призначення машин стикового зварювання опором
|
Тип машини |
Призначення |
|
МС-301У4 |
Стикове зварювання дроту із низьковуглецевих сталей, кольорових металів і сплавів. Діапазон перерізів дротів, що зварюють: із низьковуглецевої сталі 7…80 мм2, із міді 7…80 мм2, із алюмінію 12,5…80 мм2 |
|
МС-403У4 |
Стикове зварювання дроту із низьковуглецевих сталей та кольорових металів і сплавів. Діаметри дротів, що зварюють, у першому діапазоні регульованих зусиль: із сталі 0,5…3,5 мм, із міді 0,4…3,0 мм, із алюмінію 0,5…3,5 мм; у другому діапазоні регульованих зусиль: із сталі 1,7…6 мм, із міді 1,6…4,5 мм, із алюмінію 1,7…4,5 мм |
|
МСС-901УХЛ4 |
Стикове зварювання дротів (в умовах волочильного виробництва із бухт та котушок), а також короткомірних заготовок із низьковуглецевих і легованих сталей, міді, алюмінію та їх сплавів. Діаметр дротів: із сталей 0,5…7,0 мм, міді 0,4…5,0 мм, алюмінію 0,5…6,0 мм |
|
МСС-1401ХЛ4 (К-802) |
Стикове зварювання з примусовим формуванням з'єднань дротів з діаметром 3…10 мм з високоміцних вуглецевих та легованих сталей з послідовною термічною обробкою зони зварювання |
|
МСС-1601УХЛ4 |
Стикове зварювання дротів та катанки із низьковуглецевих та легованих сталей, міді і алюмінію. Діаметр дротів, що зварюють: із сталі 3…10 мм. алюмінію 3…9 мм, міді 3…9 мм |
|
МСС-1901УХЛ4 |
Стикове зварювання дротів із низьковуглецевих сталей, кольорових металів та сплавів. Переріз дротів, що зварюють: із низьковуглецевих сталей 7…80 мм2, міді 7…500 мм2, алюмінію 12,5…65 мм2 |
|
МСС-1902УХЛ4 |
Стикове зварювання дротів: із чорних та кольорових металів з діаметром 3…2 мм (у волочильному виробництві), сталі 3…10 мм, алюмінію 4…12 мм, міді 3…10 мм |
|
МСС-2501УХЛ4 |
Стикове зварювання дротів та катанки із низьковуглецевих, вуглецевих та легованих сталей перлітного та аустенітного класів, міді й алюмінію. Діаметри дротів, що зварюють: із сталей 5…12 мм, алюмінію 5…12 мм, міді 5…10 мм |
|
МСС-2502УХЛ4 |
Стикове зварювання дротів та катанки із низьковуглецевих, вуглецевих та легованих сталей перлітного та аустенітного класів, міді і алюмінію. Діаметри дротів, що зварюють: із сталі 5…12 мм, алюмінію 5…14 мм, міді 5…12 мм |
|
МСС-2503УХЛ4 |
Стикове зварювання мідної та алюмінієвої катанки зі змінним зусиллям осаджування та автоматичним підрізанням грату. Діаметри катанки із міді 7…12 мм, алюмінію 7…14 мм |
|
К-786 |
Автоматичне стикове зварювання із формуванням з’єднань та зміцнюючою термічною обробкою з'єднання високоміцного дроту із вуглецевих та легованих сталей з діаметром 0,8…3 мм |
|
К-793 |
Стикове зварювання з формуванням з'єднань виробів із маловуглецевих та нержавіючої сталі аустенітного класу, а також міді та алюмінію в однорідному або різнорідному їх сполученні. Максимальні перерізи деталей низьковуглецевих сталей до 80 мм2, алюмінію до 80 мм2, міді до 60 мм2 |
|
К-826 |
Стикове зварювання із формуванням з'єднань та зміцнюючою обробкою дротів з діаметром від 3…12 мм. Регулювання температури нагріву під час термообробки 550…1100 °С |