Многофакторный контроль процесса контактной сварки
На формирование соединений при контактной сварке оказывает влияние большое количество факторов-параметров. Связи их между собой и с качеством сварки недостаточно ясны, что не позволяет дать точное математическое описание протекающих явлений.
В связи с этим предложен специальный метод математического моделирования, в основе которого лежит создание (путем машинной обработки экспериментальных данных) многофакторной математической модели, формально связывающей основные параметры процесса с качеством сварки независимо от физической природы происходящих процессов. Так, для контроля соединений при точечной сварке легких сплавов многофакторные модели представляются, в виде полинома второго порядка
![]() ,
,
или в виде линейных уравнений
![]() ,
,
Вычисление фактического значения диаметра ядра в процессе сварки деталей осуществляется аналого-вычислительным устройством АВУ аппаратуры пассивного контроля (см. рис.). Для этого, в АВУ через блок программы БП вводится алгоритм ранее полученного уравнения (многофакторной модели).
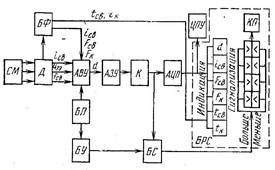
Рис. Структурная схема устройства многофакторного контроля процесса точечной сварки
Для измерения ![]() ,
, ![]() и
и ![]() через блок формирования БФ в АЗУ
вводятся
их
соответствующие-сигналы.
через блок формирования БФ в АЗУ
вводятся
их
соответствующие-сигналы.
Результаты расчетов и измерений
поочередно поступают через коммутатор К в аналого-цифровой преобразователь АЦП,
они преобразуются в цифровую форму и отображаются в натуральном масштабе в
соответствующих регистрах индикации на цифровом табло блока регистрации и
сигнализации БРС. Оптимальные значения параметров контроля задаются блоком
уставки БУ и после окончания цикла сварки сопоставляются с фактическим
значением в блоке, сравнения БС. При отклонениях свыше допустимых пределов
вырабатываются сигналы рассогласования, от которых включается световая
сигнализация и краскопульт, делающий пометку некачественных соединений на
изделии. Такая система информации позволяет судить как о размерах, так и
причинах отклонений ![]() .
.
Для записи фактических значений параметров сварки предусмотрено цифропечатающее устройство ЦПУ.
Рассмотренная аппаратура после
соответствующей доработки может быть использована и для активного контроля. В
этом случае решается как бы обратная задача. По заданному номинальному значению
![]() и установившемуся в начале сварки
значению усилия сжатия
и установившемуся в начале сварки
значению усилия сжатия ![]() рассчитывают среднее значение
рассчитывают среднее значение ![]() за весь цикл сварки или за его
отдельные части. Это значение задается в уставке
за весь цикл сварки или за его
отдельные части. Это значение задается в уставке
![]() .
.
Движущей силой системы управления
является ![]() , где
, где ![]() – фактическая выделенная в зоне сварки
энергия.
– фактическая выделенная в зоне сварки
энергия.
Отработка возмущений в системе
осуществляется автоматическим изменением угла включения вентилей контактора
сварочной машины таким образом, чтобы ![]() ,стало равно
,стало равно ![]() . Как показали эксперименты, ошибка
прогнозирования и регулирования
. Как показали эксперименты, ошибка
прогнозирования и регулирования ![]() таких систем составляет 5…6 %; при этом
максимальная ошибка с вероятностью 0,95 равна не более 10…12 %. К недостаткам
способа относится некоторая сложность контрольной аппаратуры. Тем не менее,
по-видимому, многофакторный контроль — одно из перспективных направлений на
пути создания средств автоматического контроля в процессе сварки.
таких систем составляет 5…6 %; при этом
максимальная ошибка с вероятностью 0,95 равна не более 10…12 %. К недостаткам
способа относится некоторая сложность контрольной аппаратуры. Тем не менее,
по-видимому, многофакторный контроль — одно из перспективных направлений на
пути создания средств автоматического контроля в процессе сварки.
Следует отметить, что для реального внедрения пассивного и активного контроля соответствующая аппаратура (датчики, приборы) должна составлять единое целое с машиной и устанавливаться на заводах-изготовителях сварочного оборудования.