Односторонняя сварка
При этом методе сварочный ток подводят со стороны одной (верхней) детали (см. рис.). За один цикл сварки получают обычно две точки. В некоторых случаях — одну, когда второй электрод с увеличенным dэ используют в качестве токоподвода. Метод обеспечивает высокую производительность, возможность соединения деталей с одной стороны, снижение потребляемой электрической мощности (малая площадь сварочного контура машины), уменьшение коробления деталей (за счет симметричной одновременной приварки детали).
Существенный недостаток метода —
бесполезное шунтирование тока через верхнюю деталь. Это, в частности,
затрудняет сварку деталей из сплавов с высокой электропроводимостью, вызывает
нагрев и деформацию верхней детали, искажает электрическое и тепловое поле в
приэлектродной области. При малом расстоянии между электродами (Iш) это может
вызывать наружные выплески (см. изотерму плавления на рис.). Ток шунтирования
снижается при увеличении ![]() деталей, tш, уменьшении
отношения s/s1 и
деталей, tш, уменьшении
отношения s/s1 и ![]() токоведущей подкладки. Действительно, Iш зависит от
отношения Zш, Zн.д и Zт.п. Увеличение tш вызывает рост
потребляемой электрической мощности и в ряде случаев создает сложности при
конструировании сварных узлов.
токоведущей подкладки. Действительно, Iш зависит от
отношения Zш, Zн.д и Zт.п. Увеличение tш вызывает рост
потребляемой электрической мощности и в ряде случаев создает сложности при
конструировании сварных узлов.
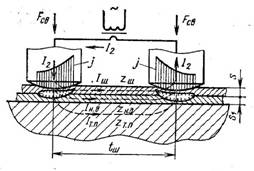
Рис. Схема односторонней двухточечной сварки:
Iш, Zш — соответственно ток шунтирования и полное электрическое сопротивление верхней детали; I н.д, Zн.д — ток в нижней детали и ее полное сопротивление; I т.п., Z т.п. — ток в токоведущей подкладке (плите) и ее полное сопротивление
Частично уменьшить Iш, устранить искажение температурного поля и повысить стойкость электродов удается, применяя режим сварки с подогревом. Первый импульс увеличивает Zш, а второй формирует соединения при малом Iш. Если более толстой оказывается верхняя деталь, то вместо токоведущей плиты устанавливают электрически связанные между собой электроды, а также применяют меры, используемые при сварке деталей неравной толщины.
При шовной сварке двумя односторонне расположенными роликами можно использовать монолитную токоведущую подкладку или нижнюю пару симметрично расположенных роликов.
Одностороннюю сварку без подкладки применяют реже, главным образом на узлах высокой жесткости, способных воспринимать без продавливания Fсв. Используют жесткие режимы. Однако большая величина Iш мешает достижению устойчивых результатов.
Схемы односторонней точечной и шовной сварки чаще всего применяют в специальных многоточечных (автомобилестроение) и многошовных (холодильники) машинах, где односторонний доступ и малый вторичный контур удобны для компоновки электродов и стабилизации качества соединений. Нередко одностороннюю сварку используют для прихватки тонкостенных деталей.