Сборка
Сборка должна обеспечивать точное взаимное расположение деталей (в соответствии с чертежом) и минимальные зазоры между ними. Качество и трудоемкость сборки зависят от точности изготовления деталей, степени их взаимозаменяемости, а также механизации процесса.
При отсутствии взаимозаменяемости детали подгоняют. Эта сложная и трудоемкая операция выполняется рабочим высокой квалификации. Поверхность деталей неизбежно загрязняется. Поэтому вначале требуется предварительная сборка узла с подгонкой. Затем узел разбирают, подготовляют поверхность, после чего выполняют окончательную сборку. На последнем этапе никакие подгоночные операции не допускают.
Минимальные зазоры lз — важнейшая предпосылка высокого качества соединений. При сварке с большими зазорами (см. рис.) и в особенности деталей с повышенной жесткостью часть сварочного усилия тратится на устранение этих зазоров. Площадь контакта электрод — деталь и фактическое сварочное усилие уменьшаются. Плотность тока под электродами снижается, а в контакте между деталями возрастает. Одновременно усиливаются склонность к выплескам и к непровару.
Допускаемые сборочные зазоры зависят от способа сварки, жесткости узла (толщины и формы деталей), а также от длины участка с этими зазорами. Чем жестче деталь и короче участок, тем меньше допускаемые зазоры. Например, при точечной сварке деталей из сталей толщиной 1 мм зазоры должны быть не более 0,4 мм на длине 100 мм и не более 1,2 мм на длине 300 мм. Для толщины 3 мм эти значения уменьшаются соответственно до 0,3 и 0,9 мм.
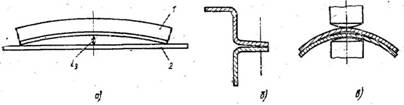
Рис. Дефекты изготовления и сборки деталей: а — несовпадение профиля 1 с обшивкой 2; б — неперпендикулярность одной отбортовки; в — неточность радиусных сопряжений
Сборку выполняют по разметке, по эталонному узлу, с применением шаблонов, по сборочным отверстиям, в специализированных приспособлениях. Механизация, использование приспособлений повышают производительность сборки и ее качество.
По окончании сборки размечают места прихватки и сварки. Способы разметки различны: карандашом с помощью шаблонов или мерительного инструмента, приклеиванием рядом с нахлесткой заранее размеченной (типографским способом) липкой бумажной ленты. Эффективны оптические или механические разметчики на точечной машине, обеспечивающие заданное расстояние между точками. Часто сваривают и без разметки.
Качество сборки оценивают, контролируя основные размеры узла, точное взаимное расположение деталей и зазоры. Зазоры можно измерять автоматически специальным прибором в процессе прихватки или сварки.