Особенности измерения параметров машины контактной сварки
Процессы контактной сварки являются быстропротекающими, поэтому измерение и контроль отдельных параметров машин представляют известные трудности и в большинстве случаев не могут быть выполнены с использованием стандартных методов и аппаратуры.
Как уже указывалось, основным параметром контактной сварки является наибольший вторичный ток, который может колебаться от 1 до 100 кА и более. В машинах используются импульсы тока различной формы, частота которых изменяется от одного-двух герц (при сварке стали большой толщины на машине постоянного тока и на низкочастотной машине) до десятков герц (при сварке деталей малой толщины на конденсаторных машинах). На машинах переменного тока для плавного изменения тока используется фазовое регулирование, существенно изменяющее синусоидальную форму сварочного тока.
При контактной сварке расплавление металла производится за счет теплового действия тока, протекающего через детали в зоне сварки. Поэтому измерение ведут по тепловому действию тока, которое характеризуется действующим значением тока
![]() .
.
В качестве интервала времени ![]() для машин
переменного тока удобно принять полупериод напряжения сети. Если принять, что
синусоидальный ток
для машин
переменного тока удобно принять полупериод напряжения сети. Если принять, что
синусоидальный ток ![]() и несинусоидальный
и несинусоидальный ![]() имеют одно и то же действующее значение
имеют одно и то же действующее значение
![]() (рис. 1), то при сварке они создают
(при прочих равных условиях) одинаковое тепловыделение, а следовательно,
обеспечат литые зоны соединений равных размеров.
(рис. 1), то при сварке они создают
(при прочих равных условиях) одинаковое тепловыделение, а следовательно,
обеспечат литые зоны соединений равных размеров.
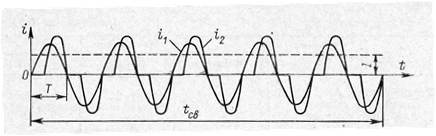
Рис. 1. Два тока различной формы с одинаковым действующим значением
Следует отметить, что при сварке деталей
малой толщины (менее 0,5 мм), особенно из металлов с высокой тепло- и
электропроводностью, равенство действующих значений токов разной формы может не
обеспечить одинаковое тепловыделение в зоне сварки. Поэтому литые зоны
соединений будут иметь разные размеры, а именно при токе ![]() литая зона будет меньше, чем при
литая зона будет меньше, чем при ![]() . Это объясняется большим влиянием
теплоотвода в электроды и детали при сварке током
. Это объясняется большим влиянием
теплоотвода в электроды и детали при сварке током ![]() за счет значительных интервалов
времени, когда ток равен нулю. В таких случаях оценка теплового действия тока
по действующему значению не имеет смысла.
за счет значительных интервалов
времени, когда ток равен нулю. В таких случаях оценка теплового действия тока
по действующему значению не имеет смысла.
Измерение действующего значения ![]() при сварке на машинах переменного тока
и максимального значения импульсов
при сварке на машинах переменного тока
и максимального значения импульсов ![]() на машинах других типов позволяет
установить одинаковый режим по сварочному току на машинах разных типов.
Определенные трудности возникают при измерении длительности тока, особенно
когда она исчисляется тысячными долями секунды.
на машинах других типов позволяет
установить одинаковый режим по сварочному току на машинах разных типов.
Определенные трудности возникают при измерении длительности тока, особенно
когда она исчисляется тысячными долями секунды.
При наладке и контроле машин часто
бывает недостаточным измерение статического усилия электродов ![]() , которое в процессе сварки может
существенно изменяться от действия сил инерции, тока и теплового расширения
металла, а также из-за нарушений работы пневмогидроаппаратуры. Измерение
быстроменяющихся усилий при сварке затруднено наличием магнитного поля тока
, которое в процессе сварки может
существенно изменяться от действия сил инерции, тока и теплового расширения
металла, а также из-за нарушений работы пневмогидроаппаратуры. Измерение
быстроменяющихся усилий при сварке затруднено наличием магнитного поля тока ![]() , а также невозможностью использовать
приборы, измеряющие статические усилия.
, а также невозможностью использовать
приборы, измеряющие статические усилия.
Кратковременность и непериодичность действия отдельных параметров машины требует запоминания одиночных электрических сигналов для измерения или наблюдения.
При измерении электрических сигналов, длительность которых достаточна для отсчета показаний, например напряжения сети или напряжения на отдельных элементах шкафа управления, используют стандартные электроизмерительные (стрелочные или цифровые) приборы. Включение приборов не должно изменять режима работы исследуемой цепи. Для этого при измерениях в высокоомных цепях управления сварочными машинами применяют магнитоэлектрические приборы в сочетании с полупроводниковыми с входным сопротивлением 10…20 кОм/В и более. Приборы электромагнитной системы показывают действующее значение тока (напряжения), которое практически не зависит от формы тока (напряжения) при фазовом регулировании.
Для наблюдения и регистрации мгновенных значений быстро изменяющихся электрических величин используют электронные светолучевые осциллографы. При этом изменение во времени исследуемой величины изображается в виде кривой, которая наблюдается на экране или записывается (регистрируется) на фотопленку или бумагу.
В электронном осциллографе кривые изменения исследуемых электрических параметров наблюдаются на экране электронно-лучевой трубки. При наладке и контроле контактных сварочных машин часто необходимо бывает наблюдать кратковременные неповторяющиеся импульсы тока или напряжения (например, вторичный ток конденсаторных машин). Для этой цели используют электронные осциллографы типов С1-19Б, С1-76, С1-63 и другие с электронно-лучевыми трубками, имеющими относительно длительное послесвечение, что позволяет наблюдать на экране исследуемую кривую в течение времени, достаточного для просмотра и измерения.
Электронные осциллографы отличаются высокой чувствительностью по напряжению, которая определяется отклонением светящегося следа электронного луча (в миллиметрах) на экране трубки, приходящимся на единицу напряжения, подаваемого на вход осциллографа. Обычно чувствительность составляет 0,3…0,5 мм/мВ.
Осциллографы имеют относительно высокое входное сопротивление (0,5…1,0 МОм), которое может быть увеличено в некоторых типах (С1-19Б) до 5 МОм при помощи выносного делителя. Однако следует помнить, что даже такое высокое входное сопротивление осциллографа может при его включении нарушать нормальную работу исследуемой схемы (изменить, например, постоянную времени разряда конденсаторов).
При подключении входа осциллографа к цепям, имеющим потенциал по отношению к земле (силовая электросеть), следует помнить, что один из входных зажимов осциллографа связан электрически с его корпусом и, таким образом, последний оказывается под напряжением по отношению к земле, что представляет опасность для обслуживающего персонала.
В светолучевом осциллографе исследуемая электрическая величина подается на так называемый вибратор, представляющий собой зеркальный гальванометр, световой луч от которого падает на фотопленку или фотобумагу, передвигающуюся с определенной скоростью. Под действием тока исследуемого сигнала, протекающего через вибратор, световой луч регистрирует на пленке или на бумаге кривую исследуемого процесса во времени. Светолучевые осциллографы обычно используются для регистрации электрических процессов, основная частота которых не превышает нескольких тысяч герц. Подбор вибраторов производится в первую очередь исходя из их чувствительности по току и частотных характеристик.
Широкое распространение получили светолучевые осциллографы Н-105, Н-115, Н-117, регистрирующие электрические процессы на фотопленке, а также на фотобумаге. Большим достоинством осциллографов Н-105, Н-117 и других этой серии является возможность записи исследуемых процессов ультрафиолетовым лучом на специальную фотобумагу типа УФ, не требующую мокрого проявления и фиксирования.
Для наладки стыковых машин находят применение многоканальные самопишущие приборы типа Н-338, в которых регистрация производится с помощью капиллярной стрелки чернилами на бумаге. Эти приборы могут использоваться для записи достаточно низкочастотных электрических сигналов, так как частота собственных колебаний подвижной части измерительного механизма составляет 20…40 Гц.
Это интересно
Для управления потоками рабочих сред путем изменения площади проходного сечения в трубопроводах, агрегатах и сосудах применяется трубопроводная арматура. По своему функциональному назначению она может разделяться на: запорную, регулирующую, защитную, предохранительную, распределительно-смесительную, фазоразделительную и конденсатоотводную. Запорная арматура, составляющая около 90% всего количества применяемой трубопроводной арматуры, в частности, задвижка 2с-28-4, предназначена для перекрытия потока рабочей среды. Арматуру, совмещающую функции запорной и регулирующей арматур, называют запорно-регулирующей.