Особенности процесса точечной и шовной сварки и рациональная диаграмма точечной сварки
Точечная и шовная сварка имеет, ряд особенностей: надежную герметизацию и защиту от атмосферных газов, что практически исключает окисление или испарение легирующих элементов: высокое давление в зоне сварки на всех стадиях процесса и возможность его изменения за цикл, позволяющие подавлять газовую пористость, а также эффективно управлять значением и знаком остаточных напряжений; интенсивное перемешивание металла, способствующее разрушению и замешиванию тонких поверхностных оксидов; трудность, но возможность легирования металла ядра; кратковременность нагрева и минимальную протяженность зоны термического влияния; высокую концентрацию напряжений на периферийных участках точек; возможность предварительного и повторного нагрева внутри цикла сварки, регулирование скорости нагрева и охлаждения; полную автоматизацию цикла сварки.
Эти и некоторые другие особенности открывают широкие возможности программирования процессов нагрева, и деформирования. Появляется возможность эффективно управлять качеством соединений и обеспечивать условия для предупреждения дефектов.
В свете изложенного наиболее рациональная циклограмма изменения усилия и тока, характерная для точечной и частично шовной сварки, приведена на рис. Циклограмма усилия имеет три части I, II, III — примерные границы стадий формирования соединения.
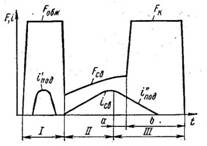
Рис. Рациональная циклограмма точечной сварки
На I стадии предварительное обжатие Fобж служит для устранения зазоров, между деталями, получения требуемых значений rээ в холодном состоянии, предупреждения наружных и внутренних выплесков, вытеснения пластичных прослоек грунта, клея. Монотонное нарастание Fсв на II стадии позволяет поддерживать постоянство давления между деталями, несмотря на рост площади контактов и диаметра жидкого ядра. На III стадии можно выделить два участка a и b: на небольшом первом участке Fсв постоянно (обычно в течение 0,02…0,1 с) для некоторого охлаждения наружных слоев металла деталей и предупреждения глубоких вмятин при проковке; на втором — прикладывают и поддерживают длительно ковочное усилие Fк для снижения растягивающих напряжений, уменьшения короблений узлов, предупреждения горячих трещин и раковин.
Циклограмма тока также имеет три части в
соответствии со стадиями процесса: ток подогрева ![]() , возрастающий ток сварки
, возрастающий ток сварки ![]() и спадающий ток подогрева
и спадающий ток подогрева ![]() для замедления охлаждения. Скорость
нарастания и спада токов, а также их длительность должны быть определенными,
так как они обусловливают скорость нагрева и охлаждения металла.
для замедления охлаждения. Скорость
нарастания и спада токов, а также их длительность должны быть определенными,
так как они обусловливают скорость нагрева и охлаждения металла.