Программирование режимов при точечной сварке
На практике в зависимости от толщины, свойств, конфигурации и ответственности узлов, качества сборки, а также реальных возможностей сварочного оборудования циклограмму усилия упрощают. В частности, пока нет оборудования для плавного изменения усилия сжатия. Его изменяют ступенчато. При точечной сварке чаще используют циклограмму с постоянным усилием (рис. 1, а). Для толстых деталей и металлов, склонных к горячим трещинам, — циклограмму б с ковочным усилием. Для устранения зазоров и предупреждения выплесков, а также при сварке деталей с предварительно нанесенным жидким покрытием (клеем, лаком, грунтом) применяют циклограмму в. Циклограмму г используют при сварке деталей толщиной свыше 4 мм.
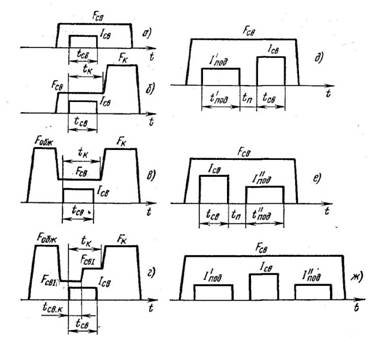
Рис. 1. Наиболее распространенные циклограммы усилия и тока при точечной сварке:
а — с постоянным сварочным усилием Fсв;
б — то же и приложением ковочного усилия Fк;
в — с предварительным обжатием Fобж и проковкой;
г — со ступенчатым увеличением сварочного усилия (от Fсв I до Fсв II) и проковкой Fк (импульс сварочного тока условно показан в виде прямоугольника);
д — с предварительным подогревом;
е — с последующим подогревом;
ж — трехимпульсная программа с предварительным и последующим подогревами (сварочное усилие условно показано постоянным)
Программу нагрева зоны сварки в большинстве случаев задают в виде одного импульса сварочного тока, как это показано на рис. 1, а—г. Регулируя соответственно длительность сварочного импульса и его величину, получают жесткий или мягкий режим.
В некоторых случаях для устранения сборочных зазоров и предупреждения внутренних выплесков используют предварительный подогрев зоны сварки дополнительным подогревным импульсом тока (циклограмма тока д). Циклограмма усилия при этом может быть различной (рис. 1, а—г). Частично для этих же целей снижают скорость нагрева за счет модулирования переднего фронта сварочного тока длительностью tн (рис. 2, б).
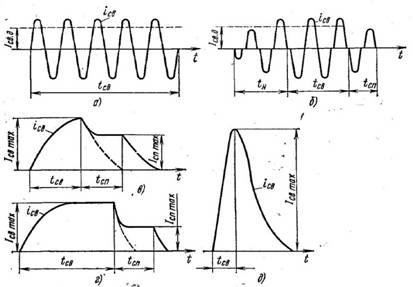
Рис. 2. Формы импульса сварочного тока в машинах различного типа:
а — переменного тока;
б — переменного тока с модуляцией;
в — низкочастотных;
г — с выпрямлением тока во вторичном контуре;
д — конденсаторных; iсв — мгновенный сварочный ток;
Iсв д — действующий сварочный ток; Iсв max — максимальный сварочный ток; Iсп mах — максимальный ток замедленного спада; tсв — длительность сварочного тока; tн — длительность нарастания тока; tсп — длительность спада сварочного тока
Для уменьшения склонности к горячим трещинам, выполнения термообработки или с целью снижения величины Fк применяют последующий подогревный импульс тока (циклограмма тока на рис. 1, е) в сочетании с любой циклограммой усилия. Скорость охлаждения уменьшают также путем замедленного спада заднего фронта импульса сварочного тока за время tсп (рис. 2, б—г).
Иногда, в особо трудных случаях, используют два дополнительных импульса тока (циклограмма тока ж на рис. 1), а также модулируют сразу и передний, и задний фронт импульса сварочного тока (рис. 2, б).