Принципова схема та сутність точкового зварювання
Усі способи контактного зварювання ґрунтуються на генеруванні тепла Джоуля під час проходження електричного струму між електродами зварювальної машини в металі деталей і на контактних опорах електрод-деталь і деталь-деталь, а також пластичному деформуванні нагрітого металу. Нагрів і деформування забезпечують зближення контактуючих поверхонь деталей на відстань, достатню для виникнення нерозривних міжатомних металевих зв'язків.
При точковому зварюванні (див. рис.) деталі, які збираються з напусткою або з відбортовкою, з'єднуються на окремих ділянках, обмежених контактною площею електродів, що підводять струм і передають зусилля стиску. Звичайно для зварювання використовують короткочасний (0,01…0,5 с) струм великої сили (до десятків кілоамперів) при незначній напрузі (3…12 В).
Тепловий ефект при точковому зварюванні обумовлюється силою зварювального струму, його тривалістю, зусиллям на електродах, формою і розмірами робочої частини електродів, величинами контактних опорів (двох електрод-деталь та одного деталь-деталь), питомими опорами металу деталей і електродів і т. ін.
В момент вмикання зварювального струму метал в контактах електрод-деталь і деталь-деталь розігрівається і деформується. З підвищенням температури та питомого опору металу, що знаходиться безпосередньо поряд з контактом деталь-деталь, тепло виділяється, головним чином, завдяки підігріву деталей. Струм пропускається, поки не виникне об'єм рідкого металу належного розміру.
Оксиди та залишки бруду на поверхні деталей руйнуються, під час розплавлення роздрібнюються та розміщуються у рідкому металі точки під дією електродинамічних сил. Металеві зв'язки відбуваються у рідкій фазі.
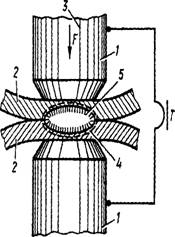
Рис. Схема точкового зварювання з двостороннім
підведенням електричного струму: 1 - електроди зварювальні; 2 - деталі, що
зварюються; 3 - лінії зварювального струму; 4 - пас ущільнювальний; 5 - точка
зварна; ![]() - зусилля зварне; Т- трансформатор зварювальний
- зусилля зварне; Т- трансформатор зварювальний
Одночасно з процесом розплавлення навколо ядра виникає ущільнювальний пас внаслідок витікання нагрітого пластичного металу з-під електродів у зазор між деталями. Цей пас утримує рідкий метал від випліскування, а також запобігає взаємодії його з газами повітря. У зоні ущільнювального паса може спостерігатися зварювання деталей без розплавлення - у твердій фазі. Метал точок звичайно має дендритну структуру. Під час охолодження та кристалізації їх об'єм зменшується і виникають залишкові напруження. Для зменшення напружень та для попередження виникнення тріщин і раковин усадки зварні з'єднання проковуються додатковим зусиллям на електродах після вимикання заварювального струму.
Навколо точки є зона так званого термічного впливу, у якій в процесі зварювання суттєво змінюються початкова структура та властивості металу деталей.
Для зменшення температури нагрівання електродів та запобігання перегріву і підплавлення металу у контакті електрод-деталь електроди виготовляють з мідних сплавів з високою тепло- і електропровідністю, а також охолоджуються проточною водою.
В промисловості найбільше розповсюдження має точкове зварювання з підведенням струму з обох боків деталей - одноточкове зварювання.
У важкодоступних місцях або при необхідності підвищення продуктивності праці використовується схема з підведенням струму до деталей з одного боку від одного або декількох трансформаторів. Це дво- чи багатоточкове зварювання. Для підвищення щільності струму у зоні зварювання при однобічному підведенні струму деталі розміщують на мідних струмопровідних підкладках.