Привод вращения роликов шовных машин
Одной из характерных особенностей конструкций шовных машин является привод роликов. Привод может осуществляться как на один ведущий ролик, так и, в особо ответственных случаях, на два ролика.
Вращение роликов должно быть плавным, с одинаковой скоростью, без рывков и остановок. Движение роликов может быть непрерывным или шаговым.
На рис. 1 дана принципиальная кинематическая схема привода ведущего ролика шовной машины (МШ-2001-1). Вращение ролика непрерывное.
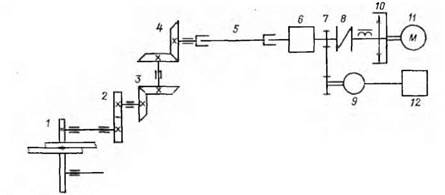
Рис. 1. Кинематическая схема привода роликов шовной машины (МШ-2001-1):
1 - ведущий ролик; 2 - цилиндрическая пара зубчатых колес; 3, 4 - конические пары; 5 - телескопический карданый вал; 6 - редуктор; 7 - клиноременная передача; 8 - муфта; 9 - тахогенератор; 10 - электромагнитная муфта; 11 - асинхронный электродвигатель; 12 - блок регулирования частоты выходного вала электромагнитной муфты (ПМС-У) с переключателем скорости
Регулирование частоты вращения ведущего ролика, а следовательно, и скорости сварки производится электромагнитной муфтой. Частота вращения асинхронного электродвигателя остается неизменной. Изменение частоты вращения ведущего ролика производится ступенчато (в пределах между ступенями плавно). Система регулирования — импульсная с жесткой обратной связью по скорости. Датчиком скорости является тахогенератор с возбуждением от постоянных магнитов, связанный клиноременной передачей с выходным валом электромагнитной муфты. Напряжение, индуцируемое тахогенератором, подается на входные зажимы блока регулирования (ПМС-У). Переключатель скорости — ступенчатый потенциометр — имеет 58 ступеней регулирования.
Приращение скорости на одну ступень регулирования рассчитывается по формуле
![]() , (1)
, (1)
где
![]() — верхний предел частоты вращения
асинхронной муфты скольжения или ведущего ролика;
— верхний предел частоты вращения
асинхронной муфты скольжения или ведущего ролика; ![]() — нижний предел частоты вращения
асинхронной муфты или ведущего ролика;
— нижний предел частоты вращения
асинхронной муфты или ведущего ролика; ![]() — число
ступеней переключения скорости.
— число
ступеней переключения скорости.
Полное передаточное число привода ролика равно произведению передаточных чисел звеньев:
![]() , (2)
, (2)
где
![]() — передаточное число цилиндрической пары
2;
— передаточное число цилиндрической пары
2; ![]() и
и ![]() — передаточные числа конических пар 3 и
4;
— передаточные числа конических пар 3 и
4; ![]() — передаточное число редуктора 6;
— передаточное число редуктора 6; ![]() — передаточное число электромагнитной
муфты, равное 1,16…9,66;
— передаточное число электромагнитной
муфты, равное 1,16…9,66; ![]() — частота вращения двигателя;
— частота вращения двигателя; ![]() — частота вращения выходного вала
электромагнитной муфты.
— частота вращения выходного вала
электромагнитной муфты.
В шовных машинах средней мощности наибольшее применение получил регулируемый привод с электромагнитной муфтой скольжения типа ПМСМ-6УЗ.
Между линейной скоростью ведущего ролика
(скорость сварки) ![]() , диаметром ролика
, диаметром ролика ![]() и частотой вращения ролика
и частотой вращения ролика ![]() существует жесткая зависимость
существует жесткая зависимость
![]() , (3)
, (3)
(где
![]() — в м/мин;
— в м/мин; ![]() — в м;
— в м; ![]() и
и ![]() — в об/мин), из которой видно, что при
изменении диаметра ролика (износ при сварке, перестановке другого ролика)
скорость сварки изменяется пропорционально диаметру. Это обстоятельство
необходимо учитывать при сварке материалов, чувствительных к изменению
параметров режима.
— в об/мин), из которой видно, что при
изменении диаметра ролика (износ при сварке, перестановке другого ролика)
скорость сварки изменяется пропорционально диаметру. Это обстоятельство
необходимо учитывать при сварке материалов, чувствительных к изменению
параметров режима.
На рис. 2 приведена кинематическая схема машины (МШВ-6301-2), обеспечивающая как непрерывное, так и прерывистое вращение ведущего ролика. Прерывистое вращение ролика осуществляется электромагнитной муфтой. При включении электромагнитной муфты происходит вращение ведущего ролика, при выключении — остановка. Так как верхняя головка ведущего ролика является универсальной, служащей как для продольной, так и для поперечной сварки, карданный вал VIII передает движение или шестерне Z7 при продольной сварке, или шестерне Z7’ при поперечной сварке.
Электродвигатель постоянного тока с регулируемой частотой вращения в пределах от 75 до 1500 об/мин, сменные шестерни Z1 и Z2 на выходном валу червячного редуктора позволяют в широких пределах изменять частоту вращения ведущего ролика (от 0,148 до 7,94 об/мин). Линейная скорость при номинальном диаметре ведущего ролика D=410 мм плавно регулируется в пределах от 0,191 до 10,25 м/мин.
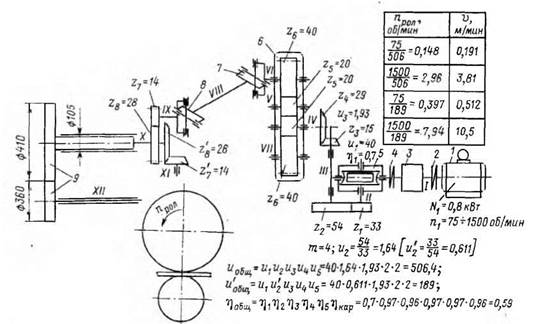
Рис. 2. Кинематическая схема машины с непрерывным и прерывистым вращением ролика и с универсальной верхней головкой (МШВ-6301-2)
1 — электродвигатель; 2 и 4 — муфты; 3 — электромагнитная муфта; 5 — червячный редуктор; 5 — редуктор; 7 и 8 — карданные валы; 9 —ролики; I…ХII — валы
На рис. 3 дан разрез электромагнитной муфты, обеспечивающей непрерывное и шаговое вращение ведущего ролика. Длительность вращения и остановок роликов регулируется временем включения и выключения обмоток 4 и 6. Малая инерция упругой мембраны позволяет осуществлять до 250 пусков и остановок (шагов) ролика в минуту.
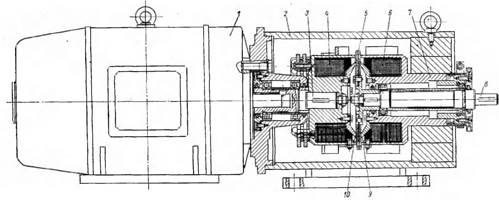
Рис. 4. Муфта электромагнитная непрерывного и шагового вращения роликов шовной машины
1 - электродвигатель постоянного тока; 2 - корпус муфты; 3 - ведущий вал; 4 - рабочая обмотка электромагнита; 5 - упругая магнитная мембрана: 6 - тормозная обмотка электромагнита; 7 - магнитный сердечник муфты; 8 - выходной вал муфты; 9 - тормозной диск; 10 – ведущий электромагнитный диск
В шовных машинах для сварки деталей с покрытием (цинковое, свинцовое и т. д.) имеет место быстрое загрязнение ролика. Чтобы избежать загрязнения, делают привод с шарошками (рис. 4).
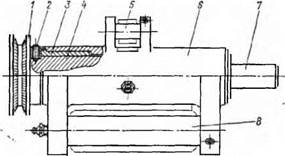
Рис. 4 - Устройство для привода ролика шарошкой
1 - шарошка; 2 - стопорный винт; 3 - втулка; 4 - вал; 5 - ось поджима; 6 - корпус; 7 - вал; 8 - ось подвески
В массовых производствах для повышения производительности машины и повышения качества сварки зачистка роликов производится не шарошками, а особыми устройствами во время работы машины.
Это интересно
Для строительства быстровозводимых зданий и сооружений, как правило, используются металлоконструкции. К металлоконструкциям относят: стальные каркасы зданий; закладные детали (анкера, сваренные с пластинами); разного рода строительные металлоконструкции (металлические балки, эстакады, фермы, консоли, мачты ЛЭП, понтоны, связки жесткости и пр.); баки и емкости; строительные щиты. Производство металлоконструкций сопряжено с определенными этапами работ: проектирование, расчет, изготовление, монтаж. В частности, только этап их изготовления требует выполнения целого ряда операций металлообработки: резка металла, придание заданной формы (вальцовка, гибка и пр.), сборочно-сварочные работы, термообработка и покраска.