Программирование режимов при шовной сварке
При шовной сварке герметичным швом для формирования каждой литой зоны обычно достаточно одного импульса тока при постоянном сварочном усилии. Сварку можно осуществлять при непрерывном и прерывистом включении тока. Непрерывное включение тока (циклограмма а на рис.) позволяет резко повысить скорость сварки. Однако качество соединений и стойкость роликов снижаются. Наибольшее распространение получила сварка с включением тока отдельными импульсами (рис. 3.8, б, в). Во время паузы между импульсами за время tп ролики и детали успевают частично охладиться, поэтому стойкость роликов возрастает, уменьшается ширина зоны термического влияния, снижаются остаточные деформации.
Сварку чаще выполняют при непрерывном вращении роликов (циклограмма б на рис.). Крупногабаритные детали большой, толщины соединяют при шаговом вращении роликов (циклограмма в на рис.). Остановка роликов в момент пропускания тока способствует интенсивному охлаждению деталей и рабочей поверхности роликов. Стабилизируются контакты, устраняется проскальзывание роликов, снижается температура в контакте электрод — деталь, уменьшается химическое взаимодействие металлов электрода и детали. Стойкость электродов возрастает. Кроме того, остановка роликов позволяет приложить Fк.
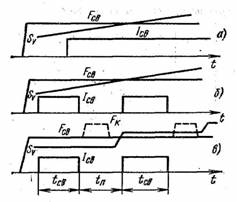
Рис. Циклограмма шовной сварки:
а — с непрерывным включением Iсв, непрерывным
вращением (перемещением) роликов ![]() , постоянным Fсв;
, постоянным Fсв;
б — с прерывистым включением Iсв, непрерывным
вращением роликов ![]() , постоянным Fсв;
, постоянным Fсв;
в — с прерывистым включением Iсв, прерывистым
(шаговым) вращением роликов ![]() , постоянным Fсв или с проковкой
шва Fк
, постоянным Fсв или с проковкой
шва Fк