Способы снижения остаточных деформаций сварных узлов выполненных контактной сваркой
Существует много способов снижения сварочных деформаций и перемещений (рис. 1). Их можно разбить на две большие группы: предупреждающие и исправляющие (правка). Среди предупреждающих способов эффективно применение Fк, «вытягивающего» шов, а также дополнительного кольцевого обжатия деталей вокруг электродов, препятствующего течению металла в зазор. Если, несмотря на меры предупреждения, коробления остаются выше допускаемых, применяют правку. В зависимости от материала, размеров и формы узла используют термические, термомеханические и механические способы правки.
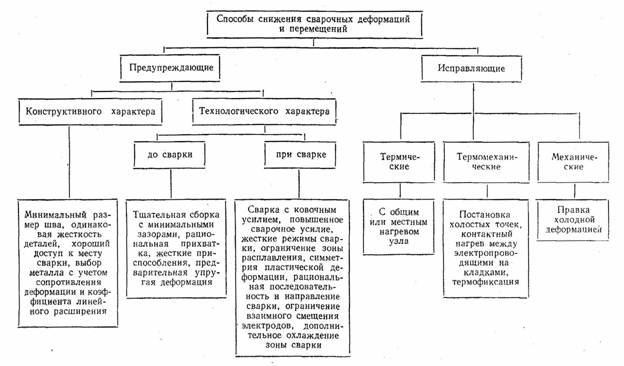
Рис. 1. Способы снижения остаточных деформаций сварных узлов
Термообработку узла с общим нагревом проводят сравнительно редко, так как она создает свои деформации тонкостенных деталей. Чаще ее выполняют сразу после точечной сварки пропусканием второго импульса. Однако главная цель такой термообработки — улучшение структуры и свойств соединений. Эффективен местный нагрев выпуклого участка многопламенными газовыми горелками до температуры пластического течения металла. Из-за несвободного расширения деталь в этом месте утолщается, а после остывания сокращается.
Термомеханические способы основаны на одновременном воздействии высокой температуры, дилатометрического эффекта и внешнего усилия. Для сокращения вытянутых участков деталь нагревают между электродами точечной машины до расплавления в центре. При этом используют явление сокращения шва после сварки.
Весьма перспективен метод нагрева «хлопуна» между электропроводящими накладками из сплава БрНБТ в виде насадок на электродах (рис. 2). Высокая эффективность метода обусловлена широкой зоной нагрева, искусственно увеличенным сопротивлением детали тепловому расширению металла, отсутствием повреждения или заметного окисления поверхностей, возможностью его применения в широком диапазоне толщины и материалов.
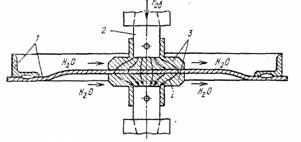
Рис. 2. Уменьшение «хлопуна» нагревом между электропроводящими накладками:
1 — детали; 2 — электроды; 3 — накладки
Механические способы основаны на холодной пластической деформации шва или околошовной зоны. Шов обстукивают стальным пуансоном с усилиями, достаточными для некоторой деформации металла. Характер процесса напоминает действие ковочного усилия.
Рассмотренные выше способы снижения деформаций повышают точность сварных конструкций. Однако после сварки узлов, имеющих базовые и посадочные поверхности (рис. 3), применяют механическую обработку: точение, фрезерование, шлифование, развертывание и др. Для этого на свариваемых деталях предусматривают технологический припуск на обработку.
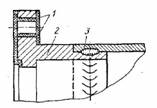
Рис. 3. Сварной узел перед механической обработкой:
1 — припуск на обработку; 2 — фланец с отверстиями; 3 — обечайка