Сварка сотовых панелей
Цельносварные сотовые панели из коррозионно-стойких сталей и титановых сплавов имеют высокую удельную прочность, малую массу и большую, жесткость. Они состоят из двух обшивочных листов 1 и сотового заполнителя 2 квадратной формы (рис. а). Заполнитель собирают из гофрированных лент фольги толщиной 0,05…0,1 мм, создающих квадратные ячейки. Кромки лент заранее отбортовывают с обеих сторон для сварки с обшивками толщиной 0,3…0,8 мм. Решение проблемы производства сварных сотовых панелей найдено в поэлементной сборке и сварке, т. е. в постоянном наращивании свариваемых элементов. Сборка и сварка происходят на специальной установке, состоящей из машин для двусторонней и многоточечной односторонней сварки. Обшивочные листы 1 (рис. б) располагают горизонтально с расстоянием, равным ширине ленты заполнителя 2. Ленту укладывают на разжимную токопроводящую гребенку 3, профиль и размеры которой соответствуют ячейкам ленты. При этом пилообразные выступы вставки должны быть накрыты отбортовками ленты. Вставку с помощью клина 4 разжимают и вводят между обшивками до контакта с предыдущей уже приваренной к обшивке лентой. Точечную сварку отбортовок выполняют сразу с двумя обшивками (обкаткой роликами 5 вдоль ленты). Точки формируются лишь в местах выступов вставки. После приварки ленты вставку сжимают и удаляют. Вместо нее вводят многоэлектродную головку с электродами 6 (рис. в) и соединяют ленты заполнителя между собой по всей, высоте методом односторонней многоточечной сварки на весу с шагом 1,5…2,5 мм. Затем головку выводят, панель перемещают горизонтально на размер полуячейки и цикл повторяют вплоть до получения панели требуемой длины. Сварные сотовые панели по сравнению с паяными имеют меньшую массу, и производство их менее трудоемко.
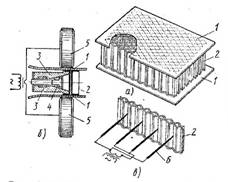
Рис. Точечная сварка сотовой панели:
а — готовая панель; б — соединение сотового заполнителя с обшивочными листами; в — сварка полугофров сотового заполнителя между собой