Технико-экономические показатели эксплуатации машин контактной сварки
Основные технико-экономические показатели, характеризующие эффективность использования различных способов контактной сварки — трудоемкость (производительность), металлоемкость сварных узлов, затраты электроэнергии, электродные и другие вспомогательные материалы, себестоимость.
Трудоемкость определяется затратами времени на сварочную операцию — штучным временем
![]() ,
,
где
![]() — машинное или основное технологическое
время, зависящее от режима сварки;
— машинное или основное технологическое
время, зависящее от режима сварки; ![]() — вспомогательное время, расходуемое на
установку, зажатие и съем детали, ее перемещение, зачистку электродов и т. п.;
доля
— вспомогательное время, расходуемое на
установку, зажатие и съем детали, ее перемещение, зачистку электродов и т. п.;
доля ![]() в штучном времени достигает 70…80 % и
зависит от степени механизации вспомогательных операций, удобства подхода к
изделию и т.д.;
в штучном времени достигает 70…80 % и
зависит от степени механизации вспомогательных операций, удобства подхода к
изделию и т.д.; ![]() — прибавочное время на техническое
обслуживание оборудования (пуск и регулировку машин, уборку и т.п.) составляет
10…15 % (
— прибавочное время на техническое
обслуживание оборудования (пуск и регулировку машин, уборку и т.п.) составляет
10…15 % (![]() );
); ![]() — продолжительность естественных перерывов
в работе и отдыха.
— продолжительность естественных перерывов
в работе и отдыха.
При нормировании всего технологического
процесса следует также учитывать затраты времени на подготовку поверхности (до
20 %), контроль (10…15 %) и операции по обработке узлов, например, снятия грата
(10…15 %). Для контактной сварки характерно малое значение ![]() и особенно
и особенно ![]() , что определяет высокую
производительность этого процесса. Так, например, известны установки для
одноточечной сварки сталей, позволяющие сваривать до 200 точек в минуту,
высокопроизводительные многоточечные машины, автоматические линии
высокочастотной сварки труб и профилей различного сечения со скоростью до 100
м/мин.
, что определяет высокую
производительность этого процесса. Так, например, известны установки для
одноточечной сварки сталей, позволяющие сваривать до 200 точек в минуту,
высокопроизводительные многоточечные машины, автоматические линии
высокочастотной сварки труб и профилей различного сечения со скоростью до 100
м/мин.
По сравнению с клепкой точечная и шовная сварка легких сплавов обеспечивает повышение производительности в 3…4 раза и более, коррозионностойких сталей в 8…10 раз. Например, затраты времени на сварку панелей из алюминиевого сплава Д16Т (100 точек) составляют 1 мин, а клепка занимает 53 мин. Эффективно внедрение точечной сварки при изготовлении слоистых и сотовых панелей. Переход с дуговой на точечную сварку подобных узлов, например геофизических ракет (5000 точек на каждом узле), позволил снизить трудоемкость производства в 5 раз. Значительная экономия времени достигается также при использовании стыковой сварки оплавлением взамен дуговой при сварке деталей больших сечений.
Зная штучное время, разряд работы, число одновременно занятых рабочих и тарифную сетку, можно найти денежное выражение трудоемкости. Эти данные для всех видов контактной сварки приведены в соответствующих нормативах, действующих в каждой отрасли промышленности. Себестоимость изготовления всего сварного узла включает также затраты на электроэнергию, вспомогательные материалы, амортизацию оборудования и т.п. Относительно невысокая трудоемкость процесса контактной сварки определяет и низкую ее себестоимость. Например, замена клепки точечной сваркой в производстве панелей из дуралюмина позволяет снизить себестоимость производства почти в 3 раза. Внедрение контактной сварки в различных отраслях промышленности в большинстве случаев обеспечивает значительную экономию металлов.
Контактная сварка — относительно энергоемкий процесс. Удельные затраты энергии (рис. 1) зависят от свариваемых металлов, размеров соединений (минимального диаметра ядра), режима сварки (длительности импульса тока), типа оборудования и т. п. Кроме того, для контактной сварки применяется оборудование большой мощности. Установочная мощность машин и затраты энергии можно снизить при использовании конденсаторных машин, уменьшенных размерах ядра, уменьшении площади вторичного контура машины (вылета электродов). Размеры контура легко регулируются на машинах с радиальным ходом электродов. Высокой экономичностью отличаются и машины для стыковой сварки с контурными или охватывающими трансформаторами.
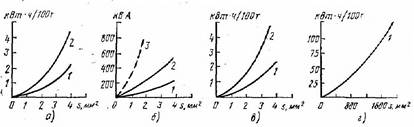
Рис. 1. Энергетические показатели точечной и шовной
сварки деталей разной толщины 5 и стыковой сварки оплавлением деталей разных
сечений ![]() :
:
а — затраты энергии на 100 точек;
б — необходимая мощность машин для сварки одной точки;
в — затраты энергии на 100 точек шва;
г — затраты энергии на 100 стыков при соединении:
1 — низкоуглеродистых сталей на машинах переменного тока; 2 — алюминиевых сплавов на машинах постоянного тока; 3 — сплавов алюминия на машинах переменного тока
К вспомогательным материалам обычно относятся электродные сплавы, вода для охлаждения токоведущей части и сжатый воздух. Потребление электродных материалов составляет в среднем 10…15 г на 1000 точек при точечной сварке и 50…100 г на 100 м шва при шовной сварке. При этом больший расход электродов отмечается при сварке оцинкованных сталей и жаропрочных сплавов. Зажимные устройства при стыковой сварке рассчитаны на выполнение 20000…100000 стыков. Потребление электродных материалов может быть снижено при использовании рациональных режимов сварки, интенсивном охлаждении электродов, хорошей подготовке поверхности деталей, а также при применении электродных материалов с высокой стойкостью.
Расход охлаждающей воды, например, для машин переменного тока составляет 300…1200 л/ч. С ростом мощности машин расход воды уменьшается. Экономия воды достигается при использовании замкнутой системы охлаждения за счет снижения общих потерь в системе охлаждения.
Средний расход воздуха для машин с пневматическим приводом усилия при номинальных значениях ПВ составляет: для точечных машин мощностью до 100 и свыше 100 кВ×А соответственно 20…23 и 30…60 м3/ч, для шовных машин 10…12 м3/ч и для стыковых машин 20 м3/ч.
Высокие технико-экономические показатели контактной сварки по сравнению с другими способами получения неразъемных соединений определяют постоянно возрастающую роль этого процесса и особенно при массовом производстве сварных конструкций.
Это интересно
Специализированный интернет-магазин «Optima» занимается реализацией следующей продукции: системы видеонаблюдения, охранно-пожарная продукция, кабельная и электро продукция, источники питания, сетевое оборудование, системы контроля доступа к объектам и др. К услугам потребителя on-line консультация. Также возможно сотрудничество с торговой или торгово-монтажной компанией для получения специальной цены на кабель LS и FRLS а также и на остальное оборудование. Ознакомиться с условиями поставки, ценами и самой продукцией можно на сайте optimrus.ru.